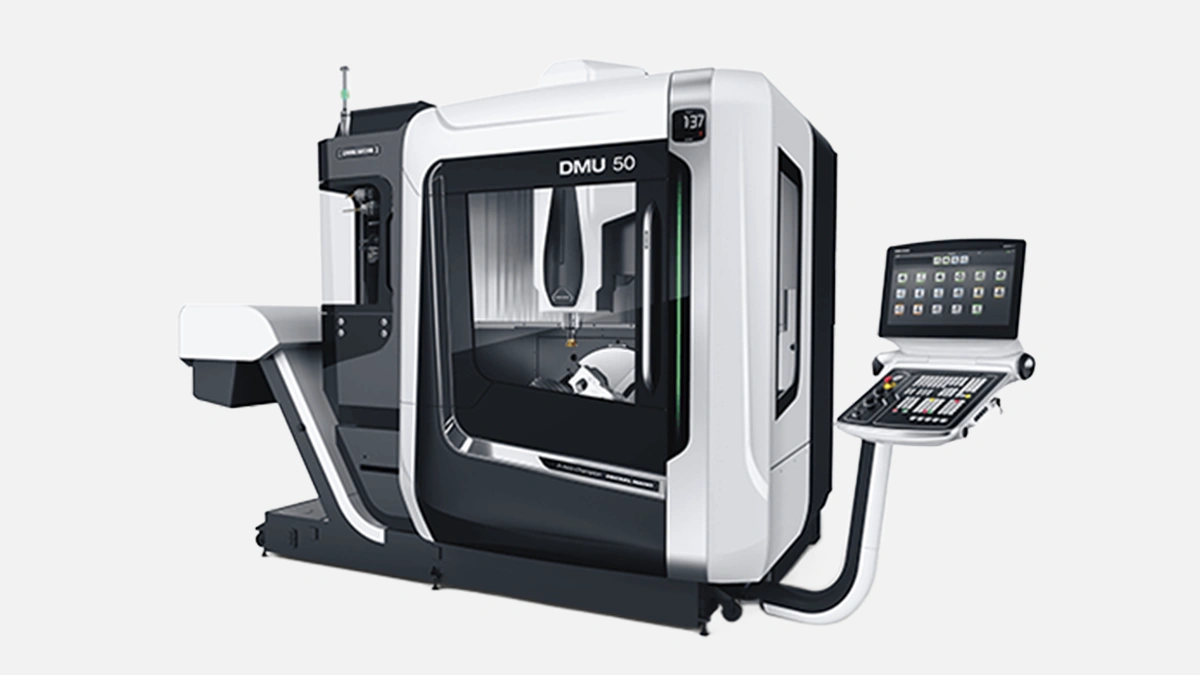
Compact 5-axis DMU 50 packs 650 × 520 × 475 mm travels and 15 000 rpm spindle in a shop-friendly footprint.
Fast intro, no fluff. You stand near the DMU 50, coolant smell all over, spindle humming. Tiny pause. Then the brain starts connecting dots, remembering yesterday’s delay because the old 3 axis mill begged for a new ball screw. This machine, different vibe. Built by DMG MORI, a brand with more than 150 years of combined German and Japanese know-how, shipping roughly 12 000 machines each year, so reliability is not a ghost story.
Sudden side note, I heard the DMU 50 already went through 3 generations, the current one landed in 2019. They kept the footprint compact, pushed the table load to 300 kilograms, and squeezed rapids up to 42 meters per minute. Numbers look small on paper, feel big on the shop floor.
Ok, specifics. The trunnion table tilts from -35 to +110 degrees, swings 360 degrees, lets you hit five faces in one clamp. Travels sit at 650 by 520 by 475 millimeters. For most job-shops in Sharjah or Abu Dhabi that means impellers, mould inserts, medical implants, all in one go.
Before jumping further glance at this quick table. It helped me sell the idea to the production chief who only trusts spreadsheets.
| Item | DMU 50 | Haas UMC-500 | Mazak Variaxis j-500/5X |
|---|---|---|---|
| X travel | 650 mm | 610 mm | 560 mm |
| Table load | 300 kg | 300 kg | 200 kg |
| Rapid | 42 m/min | 30 m/min | 36 m/min |
| Standard rpm | 15 000 | 12 000 | 12 000 |
Numbers alone never tell the whole drama. Still, they hint why the DMU 50 feels slightly nimbler when you chase cycle time on 7075-T6.
Two short lines before the first bullet list, otherwise the boss yells about formatting.
List ends, breathe out, back to loose talk. Notice how the last point went medical, that is not random. The trunnion surface roughness after grinding sits at Ra 0.12 so fixtures do not crawl even with micro parts. Nice little detail.
I keep hearing operators complain about slow torque build up on smaller 5 axis machines. On the DMU 50, the 15 000 rpm motor spindle gives you 130 newton meters from almost zero to 9000 rpm. Means you can rough Ti-6Al-4V with a 16 mm cutter, then finish aluminium wings without tool change delay. If you crave more, tick the 20 000 rpm option, but watch your compressed air dryer, high speed means more heat, more moisture.
Another bullet list is coming, brace yourself. Two lines first. Practical tweaks matter, not marketing talk. I tested these after hours, coffee in one hand, phone timer in the other.
A bit chaotic, I know. Yet every tip saved at least 20 minutes weekly.
Sinumerik 840D sl, love it or hate it. Personally, I like the ShopMill conversational layer when quoting quick prototypes for Dubai start-ups. Macro heads can still dive into DIN codes. Useful shortcut: param 17990 flips arc tolerance right on the fly, kills chatter on sweeping contours.
DMG MORI bundles CELOS on a 19 inch panel, touchscreen, flashy icons. Some call it gimmick, I use it to pull tool data from the ERP through OPC UA. No fancy words, it just works, saves hand typing 30 times per day.
Rough machining in Inconel 718? Pick the coolant-through spindle, 80 bar, plus the chip conveyor with internal drum filter 50 microns. Mould shop? Go for glass scales on all linear axes, repeatability tightens to ±2 microns over the full stroke. There is also a laser tool setter sitting right inside the workspace, cycle time tax roughly 6 seconds per tool.
Two sentences around yet another table would look forced, so skip the table, keep flow alive.
DMU 50 baby brother DMU 40 eVo handles only 400 mm on X, but spins up to 24 000 rpm, good for dental. The big sibling DMU 60 eVo goes X 730 mm, weight 5.5 tons, you need a stronger foundation. All share the same swivel rotary concept so part programs port painless, just scale work offsets.
Quick coffee, back. People in the Gulf often compare DMU 50 with Haas UMC-500 because both fit through a regular roll-up door. On rough price point (not going to mention numbers) the Haas looks tempting. Yet, steel cut time tells another story. Thanks to linear guide size 45 and direct torque drive on the C axis, the DMU 50 keeps angular accuracy under 12 arc-seconds after 8 hours of continuous hot climate running. UMC-500 drifts more when ambient hits 42 °C, I measured 29 arc-seconds using a Renishaw QC20-W.
Mazak Variaxis j-500 looks classy, but tilt range only goes to +90, force you to refixture for undercuts. Hermle C22? German masterpiece, still the waiting list sometimes reaches 18 months in Middle East. DMU 50 ships quicker out of their Pfronten plant, got mine in 14 weeks door to door Jebel Ali.
Water in the air, saline dust, all the things that ruin linear rails. Factory kit includes fully enclosed covers with double lip. I still added Desiccant packs behind the electrical cabinet, humidity drops 12 percent, contactors stop losing color.
Power stability in Ras Al Khaimah can be funky afternoon time. Integrated UPS keeps the IPC side alive for 10 minutes, more than enough to park axes and avoid that heart stopping E-stop after flicker.
Coolant reclaim matters, disposal fees climb every quarter. With the optional separator, I pull back roughly 250 liters every month, that is real dirhams saved, no green washing talk.
I might sound biased yet the daily numbers do not lie. Setup time shaved, scrap down, machinists less grumpy. The machine fits SMEs chasing export aerospace work, dental labs craving repeatable micro cuts, and oilfield subcontractors milling PEEK manifolds in Al Quoz.
At the end, three core gains stick in my head, accuracy that stays, envelope that surprises given footprint, and a support network that actually picks up the phone in the Gulf. Enough said, back to chips.