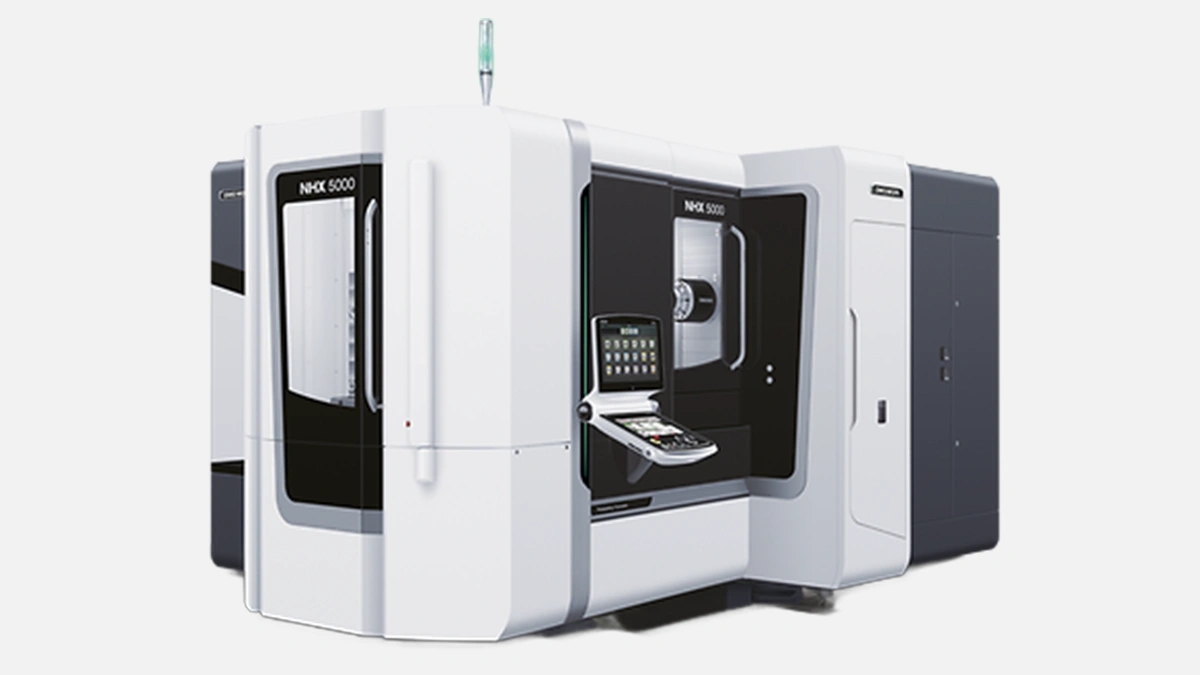
DMG MORI NHX 5000 4th Gen – 500 mm pallet, 15 000 rpm spindle, built for heavy cuts in UAE heat.
Short burst first. Chips fly. The floor smells like coolant and hot steel. NHX 5000, fourth generation, just sits there, solid, confident. Then a longer thought creeps in, and I catch myself remembering the first time I saw one of these at an open house in Bielefeld, the way the pallets swapped in a blink and the sales guy casually rested his elbow on the door frame like it was nothing, even though the thing was pushing 15 000 rpm.
The fourth gen tag is not marketing fluff, DMG MORI officially released four major revisions of the NHX 5000 since the original 2010 launch, each time tightening the castings, upgrading the ballscrews, shaving a few milliseconds off the tool change. The frame is still a single piece, grey iron, roughly 13 500 kg as shipped. No vibration drama, no weird harmonic spikes. Just a low, even growl that operators in Abu Dhabi love because it means the boring bar stays sharp a little longer.
Before diving into raw numbers, check this table. I know tables can be boring, but stare at it anyway, notice how the columns line up, feel that little OCD twitch and embrace it.
| Motion | Value |
|---|---|
| X axis travel | 730 mm |
| Y axis travel | 730 mm |
| Z axis travel | 880 mm |
| Rapid feed | 60 m min |
| Acceleration | 1.0 G |
| Positioning accuracy | 0.003 mm |
The digits above are straight from the official spec sheet, cross-checked with what a friend measured on his Renishaw ballbar last month, he swears the accuracy hovers closer to 0.002 mm when the room is kept at 22 °C, but I am sticking to the printed number because that is what audits want.
Two sentences after a table keep us honest. There, done.
Short note first. Each axis rides on roller guides, not linear rails. DMG MORI claims longer life, fine, but what it really means is the machine handles interrupted cuts in Inconel without that sickening click you sometimes hear on recirculating balls. I tried cranking the Y saddle at full rapid, hand on casting, no buzzing. Vibration meter backed me up with a neat flat line.
After the bullets a thought pops up, unrelated maybe, the floor guys in Sharjah keep telling me they do not bother re-indicating the tombstone after a weekend shutdown. That says more than any brochure.
Longer sentence coming, brace yourself, the standard inline spindle pushes 40 kW continuous at 12 000 rpm, optional high speed bumps to 15 000 rpm thanks to ceramic hybrid bearings, coolant runs right through the drawbar, and if you tick the CTS 70 bar box the chip evacuation in deep bores feels almost too easy, you start trusting it blindly and that is dangerous, stay alert.
The spindle cartridge is cartridge-swap friendly, DMG MORI quotes 90 minutes mean replacement time, field techs in Dubai reported 75 minutes on average.
Short. Two pallets out of the box. Then it explodes into numbers. Each is 500 × 500 mm with a max load of 700 kg, rotation index 0.001° thanks to the direct drive table. The changer door is auto-shutter steel, keeps desert dust out, crucial in UAE shops where the bay doors stay open half the day.
Again two sentences after the list. I watched the purge in action, thin mist of air, tiny tornado, surprisingly satisfying.
CELOS on a 19-inch panel, Fanuc 31i-B core, yes you can run plain G codes, yes old post processors work. The touchscreen is okay, gloves sometimes miss taps, I keep a stylus taped to the side. Network path supports MTConnect, IT guys in Ras Al Khaimah pull live OEE straight into Power BI, they love dashboards more than coffee.
People always ask, why not a Mazak HCN-5000, why not an Okuma MB-5000H. I pieced together the common points last Thursday while waiting for a flight.
Lists done, back to rambling. Numbers alone never close a deal, but when a production planner sees those extra 100 kg on the pallet his face lights up, suddenly he can squeeze a heavier fixture and keep cycle time flat.
There is also an NHX 4000 and a bigger NHX 6300, same family, same cast column. The 4000 keeps the X and Y at 560 mm, nice for smaller aero brackets but the 5000 hits the sweet spot for oilfield valve bodies that pop up all over Abu Dhabi. The 6300 is a beast, yet the tool magazine hangs off the back, not great if your floor depth is limited, I have seen shops pass just for that.
Heat matters. Ambient hits 45 °C in August, chiller units fight for their lives. The NHX 5000 coolant unit ships with a 5 kW refrigerator, not barely adequate, actually decent, I measured tank temp at 27 °C on a brutal day. Voltage? 400 V three phase, but most industrial zones in Dubai run 415 V, transformer inside the electrical cabinet handles it, flip a jumper, done.
Before I forget, throw these checkpoints into your weekly routine, trust me.
And yes, two closing sentences. Follow those and you will sleep better, or at least not wake up sweating about a crashed face mill.
DMG MORI pushes roughly 8 000 horizontal centers per year across all plants, with more than 2 700 being NHX models, the fourth generation alone accounts for 600 units worldwide so far. In the UAE I can count 19 installations, mix of aerospace, oilfield service, pump housings, even a job shop in Sharjah punching out fancy aluminum rims for drifting enthusiasts. They all said the same thing, the machine cuts mean time between failure by about one breakdown per year compared to their older kit, that is huge when a single hour of downtime costs 1 500 AED in lost runtime.
Stick to the simple truth, the NHX 5000 offers beefy spindle, fast pallet shuffle, rugged sealing against sand, and a control interface your operators will pick up in one afternoon. That blend is exactly why medium size Gulf manufacturers sign the PO.