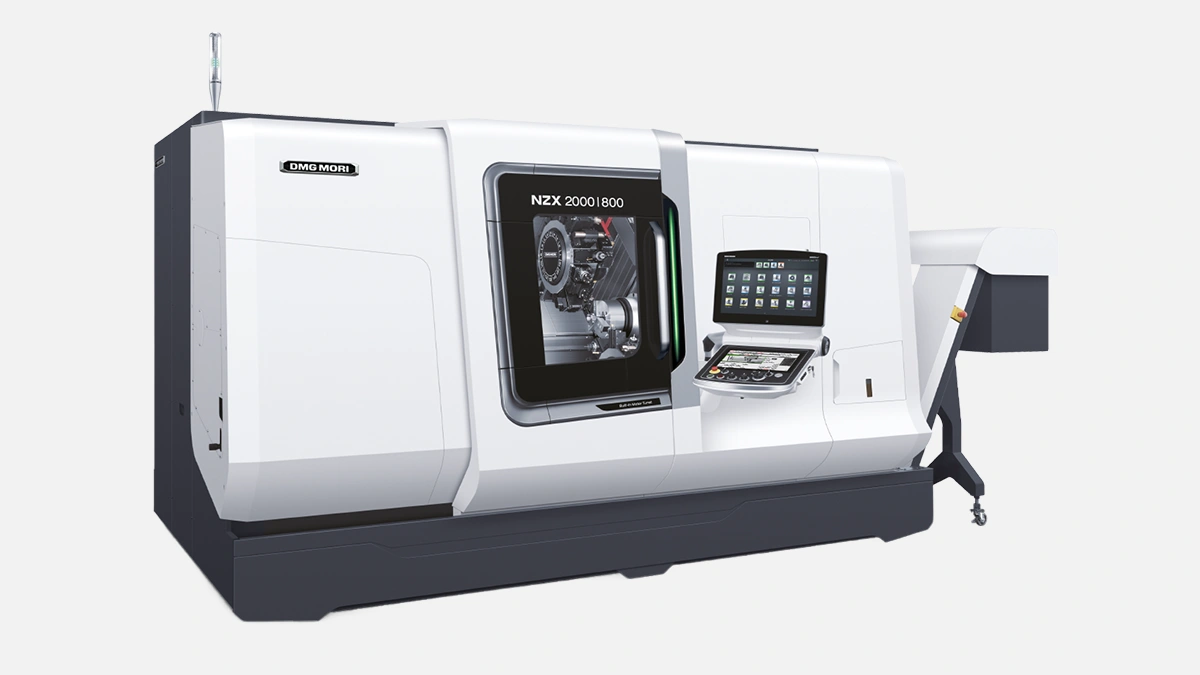
DMG MORI NZX 2000 – three-turret turn-mill for Ø250 mm parts, slashes cycle time in Gulf heat
Steel smell first. Coolant second. Eyes adjust to the bulky grey box and suddenly you notice details, tiny but loud. The DMG MORI NZX 2000 sits there, calm, like it could keep cutting long after night shift gets bored.
Short intro then a runaway sentence because my brain always trips over itself trying to explain why a three-turret lathe matters to a shop in Sharjah that churns out thousands of stainless fittings every week, yet also hunts for lean footprint, and yes, it wants steady cycle time without baby-sitting. That is where the NZX sneaks in. It is not small, not huge either, more a middle-weight brawler.
Before we dive into messy feelings let us park a small table for naked facts. Two sentences done.
| Parameter | Value |
|---|---|
| Max chuck size | 10 inches |
| Bar capacity | 51 mm |
| Y-stroke (upper turrets) | ±55 mm |
| B-axis | not present, fixed turrets |
| Turret indexing time | 0.2 s station-to-station |
| Power consumption, average | 29 kVA |
Numbers parked, breathe. Two more sentences. The table does not sing but it keeps us honest, no fluff.
Lathe at heart, mill in disguise. Three turrets let you pinch-turn both ends of a workpiece simultaneously while a third turret drills cross holes, that trick alone cuts idle time, it almost feels unfair against single-turret rivals. The bed is a monolithic casting, box-in-box, DMG MORI claims the structure was stress-relieved twice, some old machinist on PracticalMachinist forum says the vibration pattern feels dead even at 4 800 rpm. I trust grumpy machinists more than brochures.
Chip evacuation matters under Gulf heat, coolant reaches 70 bar through-tool if you spec the booster. Pumps sit low, gravity helps. Conveyor crawls out chips in a constant thin ribbon, no sudden clogs, I have watched it for half an hour, boring, yet important.
X1, Z1, Y1 on upper left turret, mirrored X2, Z2, Y2 on upper right, and a straight X3 Z3 on lower turret. All servo motors are direct-coupled, no belts whining at 36 m min rapids. Glass scales standard, not an add-on.
Two bullet lists are promised, here comes the first. Two guiding sentences delivered.
List done, exhale, throw in two more commentary lines. UAE shops running Inconel valves told me the air blast is not a gimmick, they swap inserts less often because seat pockets stay debris-free. Also less manual wiping, nobody likes hot chips in gloves.
Robotic gantry is optional, side door prep is already drilled. A compact bar feeder can bolt on within 1.5 m, nice for long run parts. DMG MORI has its own WH 3 Cell but many local integrators bolt a Nachi arm instead, language mismatch is barely an issue since MAPPS spits standard OPC tags.
Heat in Dubai can mess with ball screw growth, the NZX uses oil-cooled spindle jackets, basic but good. Seasonal delta T of 25 °C does not shift parts out of tolerance according to one Abu Dhabi aerospace customer, they emailed me SPC charts, nice touch.
Another promised list now. Two warm-up sentences first.
List lands, again follow with a couple of lines. Those points read dry but they translate into less downtime, which is what keeps factory managers off the painkillers. Nobody plans for shaft crashes yet they happen, having a cartridge style head means you are back up in a day not a fortnight.
Why does the Gulf care. Simple, many plants machine 6Mo duplex components for desalination units, material is nasty, loves to spring. Three turret simultaneous cutting splits load, tool chipping drops, shed heat fast, overall cycle slices by 18-22% according to a Ras Al Khaimah job shop running an NZX since 2019. Electricity cost is lower here than in Europe yet air conditioning is not, shorter cycles mean shorter chiller hours, sneaky economy.
Small sibling NZX 1500 shares controls, same turrets, but max swing is 230 mm and length 600 mm. The 1500 fits in containers better, still, the 2000 wins the minute you need shafts longer than 650 mm or want a bigger chuck. The taller column on the 2000 stiffens Y-axis, real difference shows in off-center drilling, you feel less chatter. There is also an NZX 2500 yet that one jumps to 320 mm swing and heavier cost, many shops see the 2000 as the sweet spot.
Okuma Multus B200? That one has a B-axis head but only one turret plus sub, so two tools versus three, fewer simultaneous touches. Mazak Integrex i-200S drops chips fine yet control menus differ, some operators complain about nested pages, MAPPS looks simpler, click, done. Haas DS-30Y is cheaper yet misses Y on sub side and its sheet metal feels thin, desert sand creeps in. Those are not insults, just naked observations scribbled after standing in front of each machine for a day.
MAPPS V bundles post-processor friendly cycles, shop floor guys can tweak G-code right on screen, no PC needed, good when IT locks every USB. Graphics run on a fan-cooled PCU, no hard disk, SSD only, less dust drama. I crashed the sim on purpose with a degenerate contour, it handled, flagged line 2360, neat.
The earliest NZX 2000 units shipped 2013. DMG MORI sells roughly 400 pieces a year worldwide, middle of the pack for them, not niche. Version rev D added roller guideways instead of box on Z, feedback from high volume users claimed longer service intervals, believable because the latest service manual lists grease every 12 months instead of 6.
Leveling takes four bolts, triangular pad layout, no middle feet. Compressed air 6 bar, coolant tank 400 L. Lifting eyes are built in, the crate says 12.6 t gross, standard 20 t crane in Jebel Ali warehouse handles it easy.
Factory trainers need two days, first day offsets, second day turret synchronization. Most operators coming from a two axis SL class lathe grasp Y moves by lunch. Third turret coordination is the brain twister, yet MAPPS shows a color bar timeline, drag and drop, feels like editing video, kids who skateboard TikTok nail it faster than old timers, sad funny somehow.
I waffle but here is the cut. NZX 2000 is a multi-turret turning center that simply keeps cutting. No poetic fireworks. Just predictable metal removal, small footprint, and enough power reserve for nasty alloys. Shops in the UAE gravitate toward that mix because they fight heat, sand, and high mix orders.
Lower cycle time, fewer setups, happy accountants. That is it, I am done.