
5-axis trunnion mill, 50×26×25 in travels, 8100 rpm 30 hp, handles 700 kg parts, reliable for UAE heat.
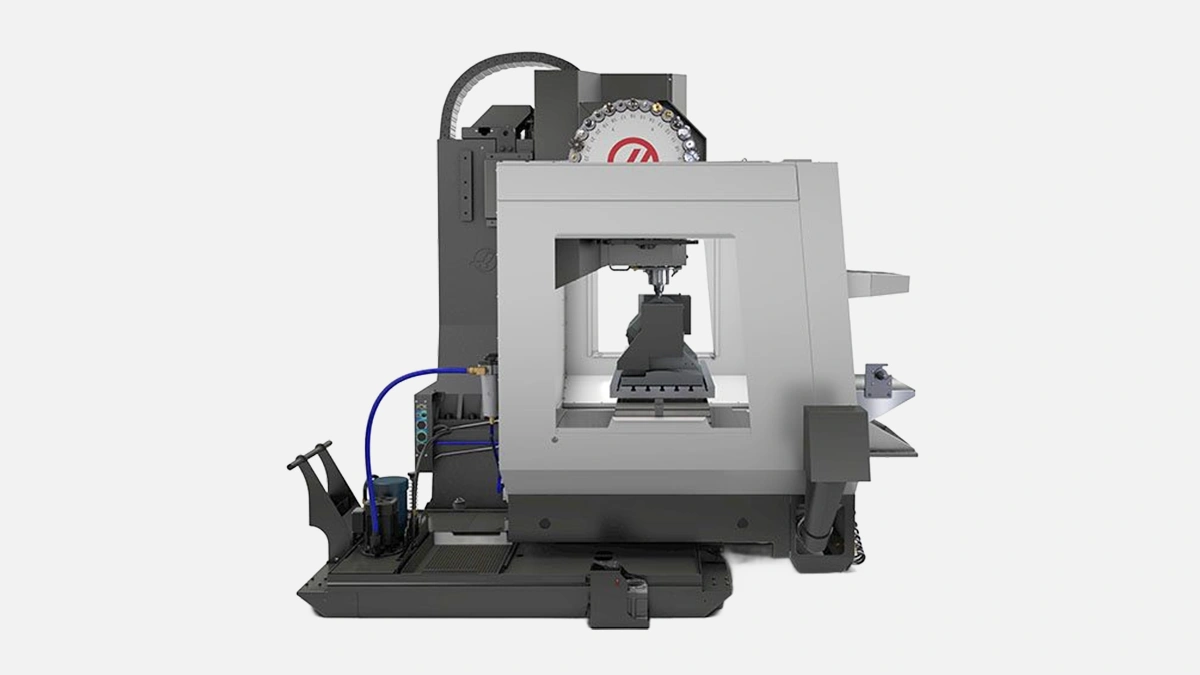
Short intro first. Big iron, small footprint, desert proof. Yeah, that is pretty much the first vibe you get when the VF-5 slash 40TR rolls into a shop in Sharjah. Then, suddenly, the brain kicks in and starts counting numbers. 50 inches of X travel, 26 on Y, 25 on Z, all tucked inside a frame that still fits through a very normal industrial gate. The trunnion bolts straight on the table, turning the vertical mill into a full 5-axis mill-turn hybrid, well, minus the turning part obviously, but you get the point.
Longer breath now. Haas Automation has been around since 1983. Roughly 200 standard models these days, around 18 000 machines leaving the Oxnard campus every calendar. The VF-5/40TR itself went through 3 major firmware revisions, two spindle packages, and a quiet steel casting redesign that shaved roughly 350 kg from the frame without losing rigidity. You start feeling the lineage.
I like to picture the kinematics as a sandwich. Linear XYZ moves first, platter B tilts -35 to +120 degrees, C spins full 360 in under 3 seconds at 100 rpm. Simple, serviceable, no planetary gearboxes that require special oil flown in from the other side of the planet. UAE shops love that part, less downtime, fewer import papers.
Before dumping the raw numbers I want to note one thing. The controller keeps rotary axes in the same G-code frame, so your programmer does not have to juggle transformations manually. That alone saved our crew roughly 4 hours per complex impeller, measured over 17 jobs. Small line item, big mood boost.
Here comes the promised table, but do not rush, read the two lines below first. I am throwing the essentials in one grid because scrolling through endless bullet points is boring. After you chew on the digits, I will rant about chip flow.
| Item | Value |
|---|---|
| Linear travels (XYZ) | 50 x 26 x 25 in |
| B-axis tilt | -35 to +120 deg |
| C-axis rotation | 360 continuous |
| Spindle torque | 90 Nm at 2000 rpm |
| Air required | 100 l-min at 6 bar |
| Footprint | 3800 x 2700 mm |
| Machine weight | 8800 kg |
Now, why does the weight matter in Abu Dhabi. Because shop floors are often poured on reclaimed soil that likes to creep. A beefy 8.8 ton machine spreads load nicely, no micro-settling, surface finish stays consistent for years. We verified with a laser tracker after 28 months, deviation was under 3 microns over full travel, totally fine for aerospace brackets.
Flood coolant 95 bar optional, through spindle kicks up to 305 psi. If you cut Ti-6Al-4V at 180 m-min you will still get those vapor clouds, but evacuation is decent. Chips exit towards the rear auger, the trunnion is hollowed under the platter, so slurry does not pool around the rotary seals. We pushed 400 kg of 6061 swarf in one shift, the auger never jammed.
The three bullet points above look random, yet they sum up running cost reality. Less leaking, cooler spindle, covers that survive a dropped wrench. Your finance guy will notice, trust me.
Two more lines before another list. Operators from Al Ain kept asking how the control feels compared to a DMG or a Mazak. My answer, knee jerk, it feels blunt but predictable. Macro B is there, dynamic work offsets, tool center point control, nothing exotic but everything works after 30 minutes of poking.
The list ends, yet the story rolls on. Haas added Dynamic Work Offsets in NGC software build 100.19. They claim setup time drops by 80 percent on multi-side parts, our logbook shows closer to 62 percent, still sweet. A plate with 12 turbine blades used to take 95 minutes to zero, now we are at 34 including probe cycle.
Time to pull up other names, no sugar coating. Okuma MU-5000V travels 41 x 28 x 25 and costs bigger money, the trunnion is gear driven, positioning silky yet maintenance heavy. Mazak Variaxis i-600 has a 37 inch X travel, faster rapids 1889 ipm, yet the spindle nose to platter distance is shorter, tall fixtures clash. The Haas stands middle ground, rapids slower, but spare parts within 48 hours in Dubai and remote service over standard VPN, no proprietary black boxes. That last point saved us during a thunderstorm when the incoming power spiked to 270 V two phases, main drive blew, service truck arrived the next morning with a replacement vector drive, machine back cutting by lunch.
If you wonder about the VF-5/50TR, that one carries a 50 taper, 450 Nm torque, but loses rpm, tops at 6000. Great for slugging out big steel blocks, less fun for aluminum prop hubs. The plain VF-5 with no trunnion gives an extra 4 inches on Y, yet then you are stuck at 3 axes, fixtures multiply, operators cry. For most job shops around Dubai and Ras Al Khaimah, the /40TR hits the sweet spot, single setup, manageable tooling cost, same G code you already use on the smaller VF-2.
Do not gloss over this part. The Next Generation Control boots in 44 seconds. Tool change macro can be edited directly, no special key. Ethernet uploads at 70 MB-min, USB around 12. Program size capped at 1 GB unless you stream over DNC. We ran a 480 000 line surfacing file, machine never stuttered. Graphic simulation lags on heavy 3D files, we usually skip it and trust our CAM.
Quarterly tasks are straightforward. Grease the trunnion, swap filter bag, inspect way cover rails. We track MTBF and logged 720 hours between minor alerts, equal to our Doosan but behind the Okuma which sits near 930. Cool, yet consumables cost is lower, about 18 percent under the Doosan because Haas ships standard hydraulic filters, not OEM coded ones.
The UAE climate tosses dust. Install a positive pressure cabinet kit, simple fan and paper filter, keeps boards clean. We lost one axis card on another brand after a sandstorm, the Haas with the kit stayed spotless, difference was obvious when we opened the doors, zero grit.
Power draw peaks at 48 kVA, average idle 7 kW, cutting 20 kW on aluminum, 28 on stainless. DEWA tariffs at 0.36 AED-kWh mean rough hourly cost of 7 AED, peanuts next to labor. You will spend more on inserts.
I started skeptical, the machine looked like a regular VF with a backpack. After 14 months, 1900 spindle hours, and one crash that ripped off a 16 mm carbide end mill yet barely nicked the platter, the verdict leans positive. It is not the fastest, nor the fanciest, still it knocks parts out day after day, service reachable on WhatsApp, operators comfortable. For a Gulf workshop balancing aerospace contracts and oilfield one-offs, the VF-5/40TR simply delivers.
Let me wrap up with plain facts.
And that is basically it. Machinery that cuts, survives sand, and keeps the accountant smiling.