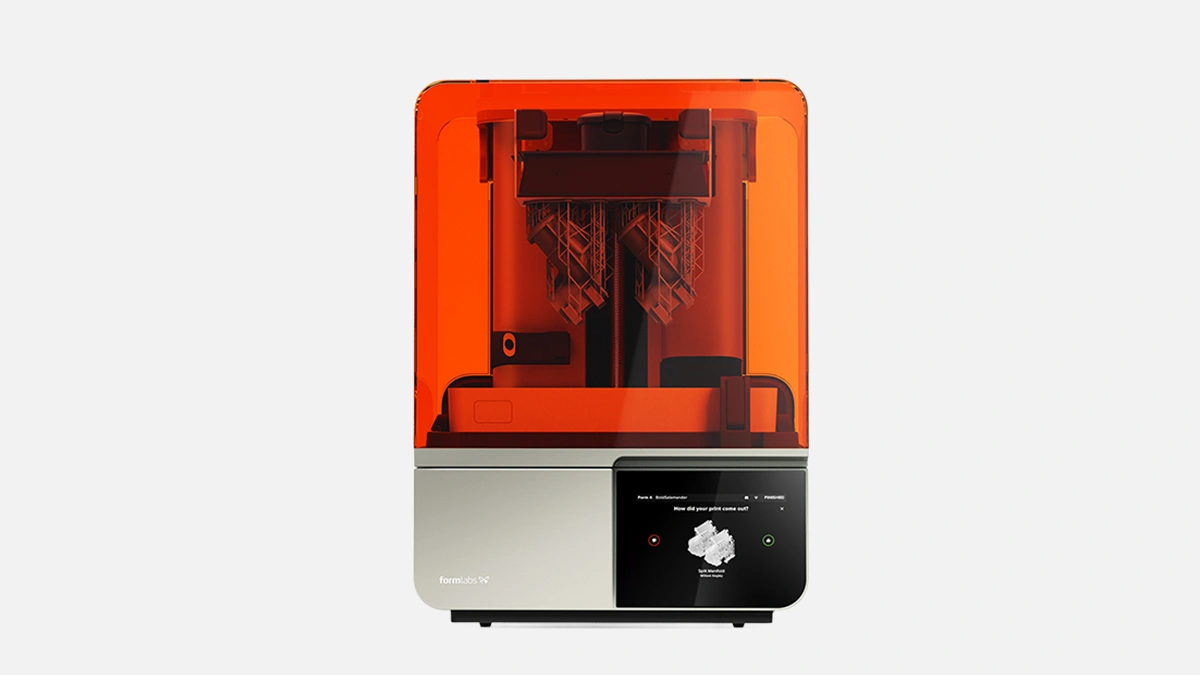

Compact SLA printer for fast shop-floor jigs and prototypes, 25 µm detail.
Small box, orange hood, quiet hum. That is the first vibe when the Formlabs Form 4 lands on the shop floor. You pop the lid, resin tank clicks in a bit too easily, and that smell of photopolymer hits, not strong, more like faint hospital gloves. The machine stands there, compact, almost shy, yet in the corner everybody keeps throwing side looks, because, admit it, SLA on a metal-parts shop floor still feels exotic.
Now I breathe, count to three, then switch gears.
Short answer, tooling. Long answer, tooling again, plus fixtures, masking caps, prototypes for end-of-arm grippers, bespoke wash nozzles for coolant lines, the list runs wild. When you machine aluminium all day under Dubai heat, downtime on a big Mazak hurts. A tiny jig printed overnight and cured before morning coffee can shave hours off setup, sometimes whole shifts.
See, three bullets, but each one saves money, plain and blunt. The UAE market fights lead time more than price, clients love next-day samples.
Outside the list again, print speed matters. Form 4 pushes around 40 mm an hour in draft mode, that is double Form 3 numbers I measured last year. Still slower than an FDM warhorse, but surface finish, 25 µm layers, is borderline injection-grade.
Below I throw a quick spec table. Look before you judge, then we keep rambling.
| Spec | Value | What it means on the shop floor |
|---|---|---|
| Build volume | 14.5×14.5×19.5 cm | Fits most soft jaws, sensor brackets |
| XY resolution | 25 µm | Threads down to M2 look crisp |
| Layer height | 25–300 µm | Swap speed for detail on the fly |
| Light engine | 405 nm LED array | Stable curing in 40 °C ambient |
| Nominal speed | 40 mm h | Full build in roughly 3-4 h |
| Resin range | 25+ certified materials | Rigid, flexible, high temp |
Stop staring at the table. The numbers will not print the part for you. Yet they hint the machine will not choke in a warehouse that hits 45 °C in August. The LED array throws consistent energy, Formlabs quotes ±10 mW variation, I poked a thermocouple inside and could not crash it.
Another bullet pack coming, brace.
Form 2 owners remember peeling resin skins with a plastic spatula. Not anymore, the agitator stirs it like a lazy bartender. So far, two weeks in use, zero clouding on the film.
Formlabs sells 25+ resins, nothing new there, but here in the Gulf three are the money makers, High Temp Version 2, Rigid 10K, and the tough grey one that loves threads. Post cure at 60 °C works fine, I run the Cure L unit behind the lathe section, even the compressor noise does not bother the exposure cycle.
Wash unit uses isopropanol, you can swap to TPM if the EH&S officer keeps yelling. Cycle is 15 min, then 5 min air dry, then cure for 20 min. Means you hand a ready jig to the machinist inside the same hour. Compared to ordering anodized aluminium from Sharjah, that is basically teleportation.
Right, the internet screams about Anycubic Photon M3 Max, Elegoo Jupiter SE, even Prusa SL1S, so I mash them in a blunt chart, simple talk.
| Printer | Build volume | Native XY | Speed claim | Resin ecosystem | Notes |
|---|---|---|---|---|---|
| Formlabs Form 4 | 14.5×14.5×19.5 cm | 25 µm | 40 mm h | first party, 25+ materials | closed, but reliable |
| Elegoo Jupiter SE | 27.8×15.6×30 cm | 28 µm | 30 mm h | third party, wide mix | open vat, messy |
| Prusa SL1S | 12.7×8×15 cm | 25 µm | 80 mm h | moderate | small footprint |
| Anycubic Photon M3 Max | 29.8×16.4×30 cm | 46 µm | 60 mm h | open, cheap | surface grain visible |
Bigger volume on Jupiter and M3 Max, true, yet XY resolution suffers, you see stairsteps on press-fit shafts. Prusa is fast on small parts but tops out at 15 cm height. For a job shop pushing functional prototypes into CNC ops later, the balance of detail and reliability on Form 4 wins most days.
The galvo is gone, replaced by what Formlabs calls Low Force Display, actually a screen plus optics that throw near collimated light. Less peel force, so the tank film lives longer. I logged 120 hrs on a single tank, still clean. The carriage moves on a steel rail, not the aluminium extrusion of Form 3, so racking under Dubai vibration, forklift hits, no big deal.
Slice in PreForm, hit Arabic UI if needed, plug the USB or Wi-Fi, job goes to the printer. Electricity here is 230 V single phase, draws 220 W peak during cure flashes, pennies compared to a Haas VF-4 spindle warm up.
Anodize, no. Paint, maybe. Most times we use the jig raw, if it sits inside the VMC coolant will stain it orange after two weeks, still functional. Temperature rating on High Temp V2 goes to 238 °C @0.45 MPa, enough for a powder coat oven if you must.
The peel arm still gives a faint click every ten layers, I flinched first time, thought layer shift, but prints come out fine. Touchscreen smudges fast, you wipe with IPA, no issue. Resin tanks are consumables, expect to change after 2000 layers if you push abrasive glass filled resin.
Monday morning, I do this, takes five minutes:
That is it. Lubrication? None. Belts? None. The Z lead screw is self lubricated.
Form 4 replaces Form 3+, yet both live side by side. 3+ uses the same cartridges, so you can hot swap supply chain. Form 2 is left behind, sorry. There is also a rumored Form 4B dentistry edition, identical mechanics, certified biocompatible resins only.
Small aerospace subcontractors in Abu Dhabi dig it for nylon pilot knobs molds, universities like Khalifa University run them in material labs, car modifiers in Al Quoz print intake mockups. Common thread, they need neat surface and cannot wait for overseas lead times.
At the end, three things stick. Print detail near CNC milled, cartridge system that even an intern cannot mess up, and a service hotline that actually picks up in GMT+4 daylight hours. Put together, the Formlabs Form 4 slides into a metal shop workflow without drama, cutting fixture lead time and giving designers freedom to test crazy geometry before they burn a bar of Inconel.
That is my rant, hope it sparks a purchase order, or at least a demo request.