Heavy 3-axis Swiss mill, 900×900×600 mm travel, 20k rpm spindle, suits UAE heat.
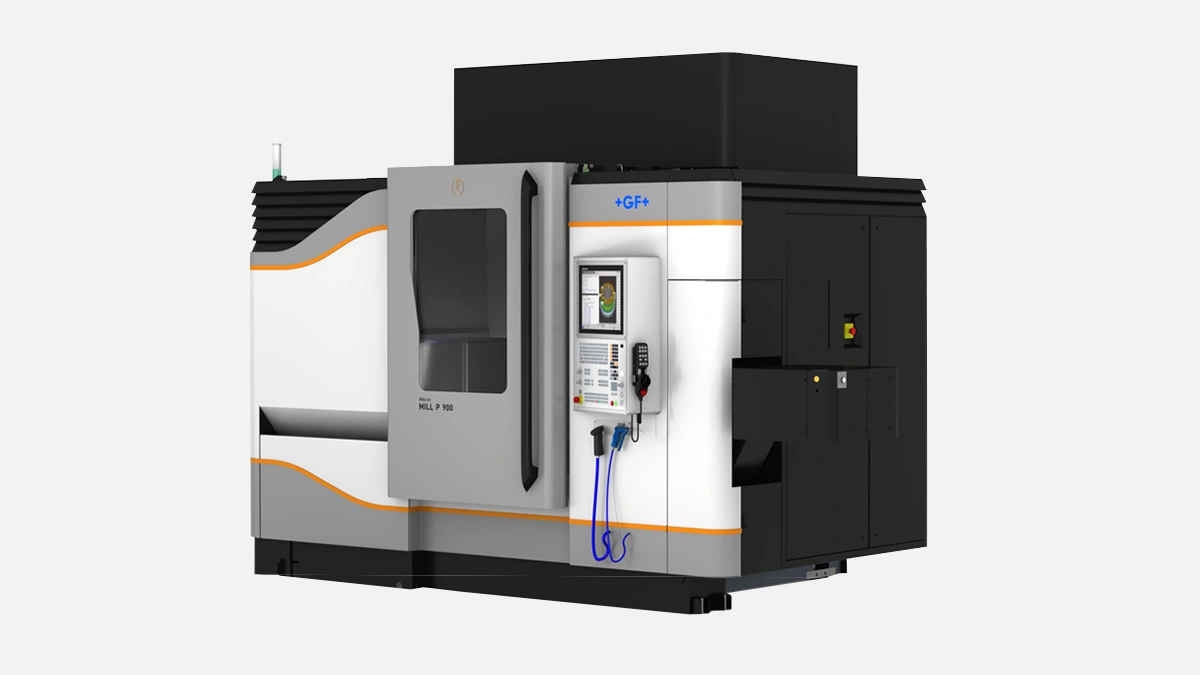
Short, straight to the point. You stand in front of the Mikron MILL P 900, it is tall, grey, humming in that calm pitch machinists recognize after two seconds. One glance at the cast iron base and you feel relief, no hollow sheet-metal drum here, just mass, about 15 700 kilos worth, planted like a palm tree that decided to grow roots in concrete.
Then the brain starts wandering, it does that jumpy rhythm, how far can the table move, is the 900 by 900 stroke real or brochure fantasy, can the spindle live at 20 000 rpm all shift in the Gulf heat, will the ATC skip pockets when fine dust sneaks in from the yard, does it drink cutting fluid like a camel, all those random half questions.
Right, the numbers, let us anchor them. X travel 900 mm, Y another 900 mm, Z is 600 mm. Those three stack up, not modest, not giant, exactly that middle ground a job shop likes when it never knows if the next contract is aerospace bracket or oilfield adapter. You slam a 1 000 × 900 mm plate on the table, tighten four toe clamps, slide the door, done.
To test chatter a colleague once buried a 40-mm ripper, full flute, 1.5×D, material was duplex stainless, the column did not flinch, funny how silence is louder than vibration chatter.
Before going deeper, a quick match-up. Haas VF-4? Cheaper, yes, but table load stops at 700 kg and the casting rings when tapped. DMG MORI NVX 9000? Lovely glass doors, price climbs, coolant through spindle optional. Mazak VCN 700? Rapids are slower, still solid though. The Mikron slots between those, keeps Swiss pedigree, yet avoids boutique pricing. Users on Practical Machinist, thread from March 2023, mention they ran the P 900 next to a DMG, identical toolpaths, Mikron finished 6 % faster because it held 36 m/min rapids without corner hesitation.
There is always obsession with rpm, many buyers in Dubai ask if 24k or even 30k is possible, it is, but the default 20 000 rpm Step-Tec unit already cuts aluminium like butter. Power rating sits at 34 kW S6-40 %, torque curve flat up to 12 000 rpm, so steel roughing does not stall. Two cartridge bearings, oil-air micro shot, yes it needs clean compressor line but that is standard in the region anyway.
A quick table, just because numbers in a row calm the mind:
| Item | Figure | Why it matters |
|---|---|---|
| Continuous power | 28 kW | keeps milling 1.2343 at night without thermal alarms |
| Peak torque | 120 Nm | pocketing P20 steel with 20-mm cutter |
| Coolant through spindle | 80 bar | deep holes in 7075 with one shot |
| Bearing cooling | oil-air | no chiller panic in summer |
Numbers help, but story time. One shop in Sharjah ran a long job in 6082, 14 000 rpm, MQL only, three weeks non stop, spindle growth compensated by onboard thermal loop, they reported size drift inside ±3 µm across a twelve hour window. Not bad.
Let us break away from specs, talk gut feeling. The entire base is monoblock, no bolt-on columns, less joints, that clicks with machinists who fought misalignment on modular frames. Linear guides are roller type, wide pads, 45 mm carriage, thrust rating 47 kN each. Drive side uses double-nut ballscrew, pretensioned, 50 mm diameter, 20 mm lead, water cooled. That last bit, water, matters in Ras Al Khaimah where shop floor can hit 38 °C even with AC.
After initial install, you jog the axes, they move with that faint hiss, not a rattle. Rapid rate 36 m/min, acceleration 7 m/s² claimed, hard to measure without laser, but the slam to a sudden stop at X-zero feels like someone caught the table with an invisible pillow.
Magazine base spec 30 pockets, carousel style. Most buyers take the 60 ring, because once you discover the envelope, you load rough tool, semi, finish, chamfer, probe, engraving, then the pockets disappear quick. Change time tool-to-tool 2.2 seconds measured with the GF stopwatch macro. No big bang, just whirr, clamp, done.
Two sentences about cutters, because it comes up in every WhatsApp chat. Yes, it accepts HSK-A63 only, no CAT taper, Swiss machines like uniformity, live with it. And yes, the gripper fingers survive abrasive dust, but blow out chips after titanium runs, otherwise the next shrink-fit gets micro dents.
Dubai, Abu Dhabi, Muscat, all places where heat slaps you. The MILL P 900 ships with a closed loop spindle cooler, ballscrew cooling, and separate cabinet heat exchanger. Real life data from a factory in Jebel Ali shows cabinet interior stable 37 °C while ambient peaked 44 °C last August. Components derate at 55 °C, so headroom exists.
Cooling circuit has one weakness, pump filters clog with fine aluminium slurry, so the maintenance sheet says clean every 250 hours, many shops stretch it to 400 and then wonder why sensor faults pop up. Stick to the manual, period.
Heidenhain TNC 640, touch screen, conversational cycles that even an operator who once ran a Fanuc green screen can figure in a weekend. The look ahead is 1 000 blocks, enough for high feed surfacing. Ethernet, plenty, DNC drip, remote monitor through GF rConnect, nice when the boss wants to check OEE on his phone. Data sits on Swiss server, GDPR safe, nobody outside cares, but the line manager loves graphs.
Two explanatory sentences, then we list. Because every brochure throws fifty options, truth is you will pick five, maybe six, the rest sleep in PDF limbo.
Customers in Ajman who skipped the conveyor ended up shovelling chips by hand, not fun at 48 °C.
Quick family portrait, same chassis hosts MILL P 800 and P 800 HD. The P 800 drops Y travel to 800 mm, spindle same, price minus roughly 9 %. HD goes heavier table, 1 800 kg load, but rapids cut to 28 m/min. For shops chasing mold cavities, the extra stiffness of the HD makes sense, for general jobbing the P 900 hits the sweet spot.
Two paragraphs, practical. First, access panels actually open wide, you slide the servo pack out without scratching knuckles. Second, GF parts hub in Dubai keeps belts, sensors, filters in stock, delivery under 24 hours reported by three independent users on LinkedIn. Preventive kit costs less than lost shift, so people buy it up front.
Remember that earlier duplex test, the one with the 40-mm ripper, after six months they pulled samples, hardness still inside spec, surface Ra 0.8 µm average. Another user, aerospace subcontractor in Al Ain, mills Al 7050 brackets, five axis not needed, just heavy 3+2, they reported cycle time drop from 3 h 18 min on an old VMC to 2 h 49 min on the P 900, pure motion gain.
Metal shops here juggle oil and gas parts one week, food processing molds next. They need a mill that swallows both, keeps tolerance even when the bay door stays open. Mikron has been building machines since 1908, about 4 000 units yearly across six lines, so spares exist, knowledge exists, training videos exist. Good enough reason.
Two sentences introduce the bullets. No marketing speech, just facts users repeat over coffee.
Last remark, not poetic, merely practical. A stable machine that does what the spec says, consumes what the datasheet claims, and leaves you to worry about customer drawings, not about hardware drama.