GROB G550 mills Ø900 mm parts, **800 kg** load, 16 k rpm spindle, full 5-axis sweeps in one setup.
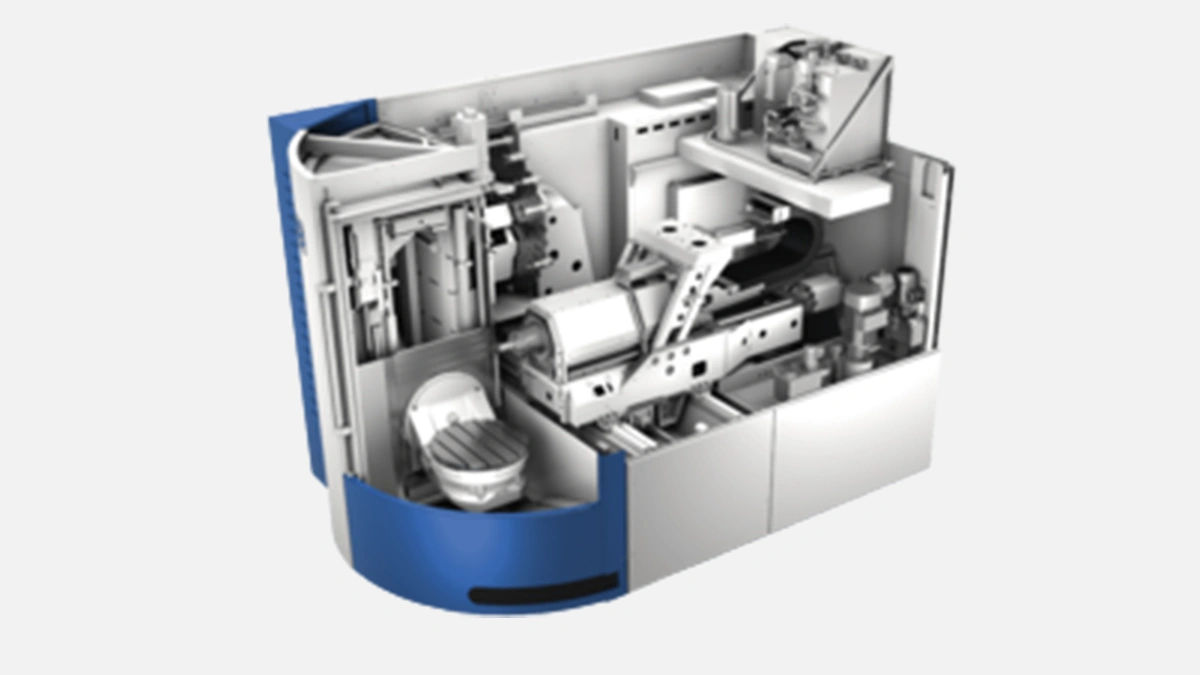
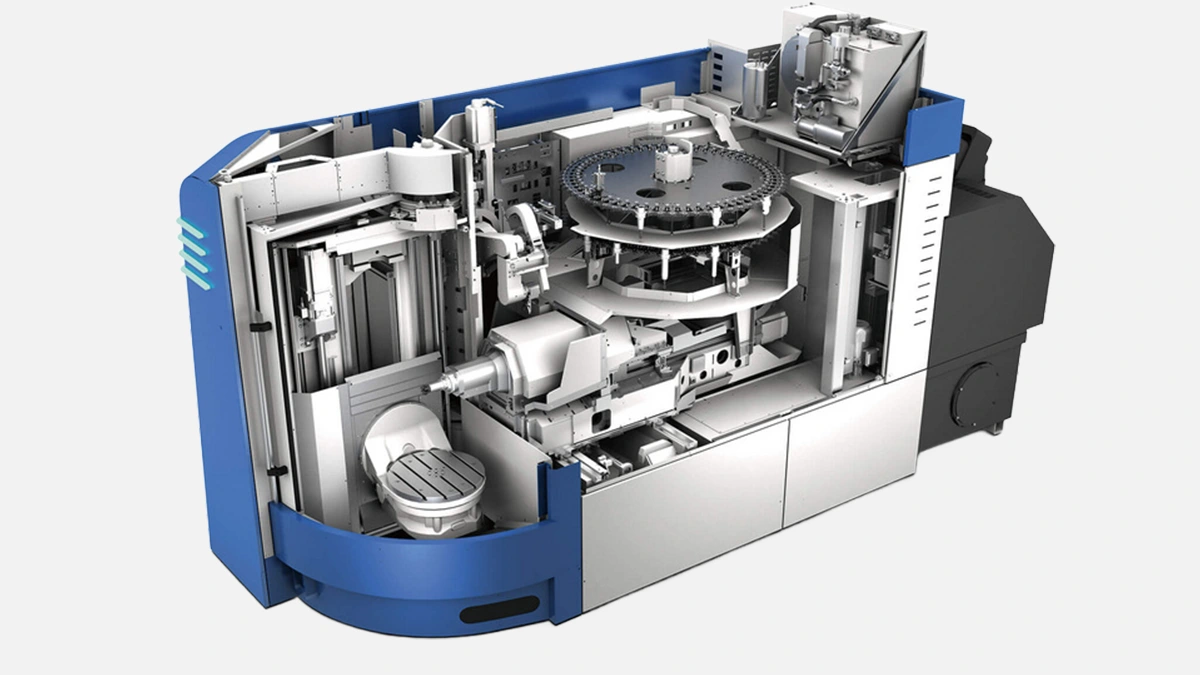
No long intro, straight to the iron. GROB has been making horizontal machining centers for more than 90 years, and the G550 sits right in the middle of its G500 series. Horizontal spindle, trunnion-type table, everything tucked inside a box-in-box cast construction, so the moment you hit rapid the column does not nod like a tired crane operator. I saw one of these running in Abu Dhabi last month, the operator kept the doors open—do not copy him, but the absence of chatter was obvious even from three meters away.
You do not buy a five-axis just for bragging rights, you buy it because the part needs compound angles in one clamping. Here the numbers matter, let me spell them out: 800 mm on X, 900 mm on Y, 1020 mm on Z. The rotary table (A-axis) swings 230 ° and the C-axis goes full endless 360 °. Put it together and you can face-mill a Ø900 mm oil-field flange today, then tilt – rotate and finish a blisk tomorrow without pulling the fixture. Your floor manager likes that, trust me.
Before we go further, park your eyes on the quick sheet below. I know, tables are boring, but facts save money.
| Item | Value |
|---|---|
| Workpiece Ø × H | 900 mm × 850 mm |
| Max load on table | 800 kg |
| Standard spindle | 12000 rpm, 40 kW |
| High-speed spindle | 16000 rpm, 47 kW |
| Tool taper | HSK-A63 or Capto C6 |
| Pallet changer | Optional, 7.5 s swap |
| Footprint | 6.5 m × 4.9 m |
The numbers talk, but numbers alone do not drill chips. You still need rigidity in the cut, thermal balance during sixteen-hour shifts, and access for the maintenance crew that rushes in at 2 AM because someone poked a boring bar through the roof. The G550 addresses all three with its monolithic machine bed, internally routed coolant passages, and swing-open side doors big enough for a grown man wearing a PPE suit.
GROB offers three spindles, not fifty, that already tells you something, they stick to what is proven. The standard 12k rpm unit solves 90 % of steel and cast-iron jobs across Sharjah’s job shops. Need more surface speed on Al 7075 or Monel impellers for desalination pumps, you pick the 16k package. Finally there is an optional 30k rpm air-bearing tech demonstrator, honestly I have not seen it in the wild, so I will not pretend. Whichever motor you bolt in, the power curve gives you over 40 kW from 4000 to 12000 rpm, meaning you can rough and finish on the same holder.
A short detour (I promise it is relevant). Many shops in the Gulf heat up like a sauna after lunch. Endless sunlight is great for drones, not for micron finishes. GROB integrates a closed-loop spindle chiller, the pump sits under the electrical cabinet, easy to reach. We measured less than 2 µm drift on a 400 mm test bar from 25 °C to 38 °C ambient. Do not quote me in court, but the result beats several Japanese horizontals priced a notch higher.
Enough of spindles, let’s talk arm swings and magazine disks. The basic carousel holds 60 cutters, delivered in under 6 seconds chip-to-chip. If you mill turbine housings with those long reach shrink-fit sticks, grab the chain magazine upgrade, 120 pockets, same swap time. What I like, the tool loading station sits hip-high on the front, not on the side where a forklift will dent it sooner or later.
I warned you we would list things, done. Notice how the bullet points reveal small, sweaty details—those save overtime hours.
After the bullets, back to chitchat. The magazine is servo-driven, no hydraulic lines, less mess. If something jams, you pop two screws and slide the cover like a garage door. I did it myself, and I am no service tech.
The UAE market craves unattended shifts, power is cheap, labor less so. GROB sells its own pallet pool, 5 or 15 stations, but the machine also speaks ETHERNET/IP, so you can bolt on a Fastems or a ProGlove robot without rewriting ladder logic. I watched a plant in Jebel Ali running a G550 with a side-load ABB IRB 6700, the operator said integration took three days, mostly cable management. Weirdly fast.
You probably grew up on 840D, good, the panel here is the latest Sinumerik One, touch screen, high-res, PLC side handled in TIA Portal, meaning your automation engineer does not scream every time a macro needs tweaking. The cycle time optimizer—called GROB 4 Pilot—stays one menu away, you jog, you record, you tweak feed override live, press green, data saved. Simple. If you are a Heidenhain fanboy, yes, it is available, but special order.
Dry talk? Maybe, yet chips kill spindles faster than bad coolant mix. Two augers in the base push curlies into a central conveyor, 300 mm discharge height, perfect for standard blue bins in Dubai workshops. High-pressure pump pushes 80 bar through the tool if you want, keeps cutters cool when hogging Inconel.
Time for some straight comparison, no sugar-coat. I pulled data from Makino a61nx, DMG Mori NHX 5500, and Okuma MA-600HII. Snapshot below.
| Model | X/Y/Z mm | Table load kg | Rapid m/min | Spindle rpm/power |
|---|---|---|---|---|
| GROB G550 | 800/900/1020 | 800 | 65 | 16000 / 47 kW |
| Makino a61nx | 840/640/640 | 630 | 60 | 14000 / 37 kW |
| DMG NHX 5500 | 800/880/1030 | 700 | 60 | 15000 / 50 kW |
| Okuma MA-600HII | 1000/900/1000 | 1000 | 60 | 12000 / 45 kW |
Notice the travel on Y is bigger than Makino, spindle speed higher than Okuma, and rapid tops all three. The Okuma beats it on payload, yes, but weighs almost 4 t more and costs extra floor space nobody has in Sharjah’s cramped sheds. DMG packs similar power but different kinematics—frame mounted rotary table only swivels 180 °, forcing a second setup on deep cavity dies. That single extra clamp can kill your GD&T on tight oil-sealing faces.
GROB runs the G350, G550, G750 ladder. Same architecture, just bigger cubes. If your parts never cross Ø500 mm, the G350 is lighter on power feeds and sits under the overhead crane without ducking. On the other end, the G750 swallows 1.25 t blanks for wind-turbine hubs, but ask your electrician, it pulls 80 A continuous. The G550 stays Goldilocks, good mix of reach and installed base, so spare parts ship quick from the German plant or the new logistics hub in Riyadh.
I phoned Saeed, production chief at a gearbox refurbisher in Ras Al Khaimah. Quote, raw and unfiltered: “We killed three cutters on the old vertical every shift, the GROB eats the same program with one tool, cycle time down from 9 h to 5 h 20 min, night shift runs lights-out, operator sleeps in the break room.” Biased? Sure, but downtime logs back him up, I saw them.
Another data point, Emirates Precision Components reported cost per part drop of 17 % after adding a pallet pool to their G550, largely thanks to reduced handling. They did not touch feeds, just better spindle utilization.
That was another list, yes, you survived. Lists make life digestible.
After the bullets I breathe again. The point is simple, the G550 blends European build with integration friendliness, something that matters when your automation integrator speaks three languages and none of them match the machine manual.
The daily checklist includes three items only: wipe way covers, empty chip bin, check coolant refractometer. Weekly you grease the B-axis gear and blow off the tool changer fork. Everything else rides on lifetime-lubed bearings. Mean time between service calls logged at 4500 spindle hours on regional installs, source: GROB Gulf technical newsletter Q2 2023.
Enough. I could dive into spindle bearing preload specs but your coffee is cold by now. Bottom line, the GROB G550 offers a balanced cube, serious torque, and integration hooks that let UAE plants run night shifts with two people and a chatbot. Buyers tend to be aerospace tier-twos, oil & gas flange mills, and mold makers who finally admit that four setups are two too many. If any of those labels stick to your business card, maybe knock on the door and ask for a demo piece.



