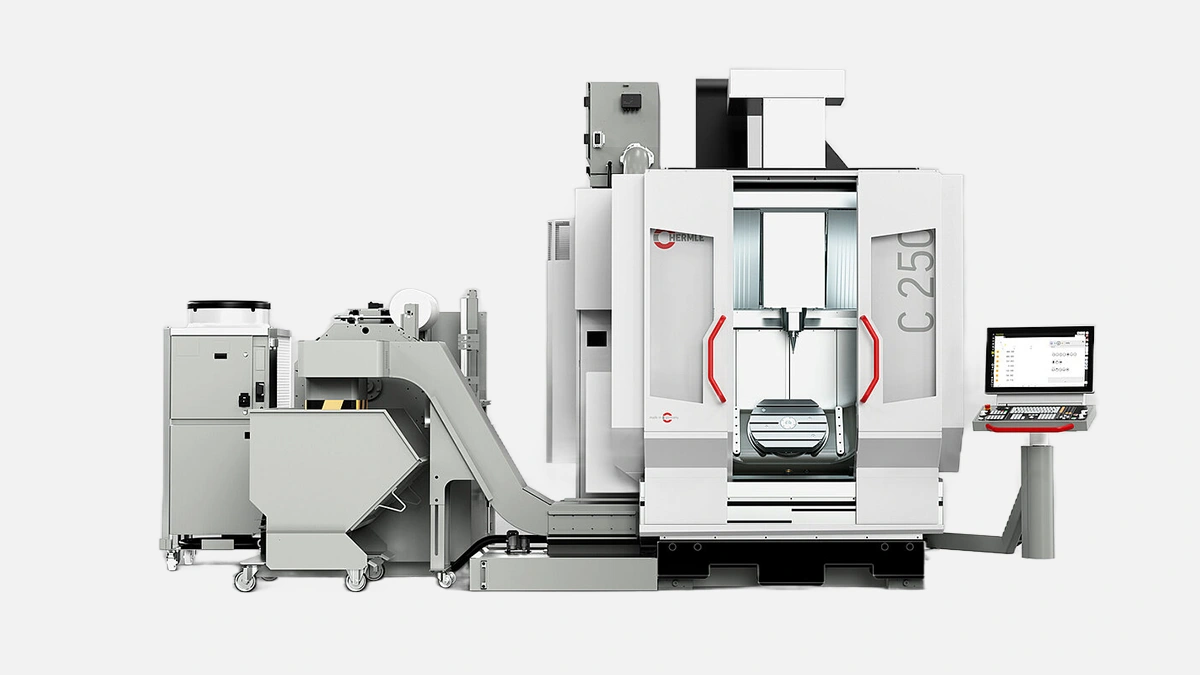

Hermle C 250 GEN2, 600×550×450 mm travels, 18 000 rpm spindle, ideal 5-axis choice for compact UAE workshops.
Blink and you almost miss it. C 250 GEN2 shows up, makes a noise that sounds more like an electric razor than a machining center, eats aluminium blanks for breakfast, mild steel for lunch, and if you push it, Inconel for late-night snacks. I tried to keep my cool while the operator in Sharjah was switching programs on the Heidenhain TNC7, but, honestly, the cycle time dropped by something like 12 % compared with the older model in the same hall, and that got me talking faster than usual.
People sometimes underestimate numbers on a spec sheet, so let me spell them out. We are dealing with 600 × 550 × 450 mm linear travel. Sounds modest on paper, yet once the swivel table joins the dance the reachable cube feels bigger, mostly because you do not need to clamp the part in awkward positions. The 650 mm platter spins a lazy 360 deg, tilts back to -110 deg and forward to +20 deg. In plain English, the cutter can reach pretty much every face without re-setting fixtures, which is gold for short batches or job-shop chaos.
Before moving on, glance at the numbers inside a tidy table. They look better when aligned:
| Axis | Travel | Feedrate | Acceleration |
|---|---|---|---|
| X | 600 mm | 35 m/min | 6 m/s² |
| Y | 550 mm | 35 m/min | 6 m/s² |
| Z | 450 mm | 30 m/min | 5 m/s² |
Those acceleration figures feel like nothing on paper, but the casing vibrates a little when the axis snaps from zero to max. Not in a bad way, more like a reminder that cutting time equals money in Dubai too.
The base delivery is a 15 000 rpm motor spindle, yet everyone I know orders the 18 000 rpm option right away. Couple that with 20 kW continuous power and the torque curve stays flat enough to rough cut 42CrMo4 without baby-sitting the feed override. Oil-air lubrication flows through micro-channels, which keeps the temperature delta below 3 K even after a two-hour adaptive clearing routine. My old ears enjoy that the bearings run a little quieter than the original C 250, no sharp whistles at high pitch.
Cast-iron tilting trunnion, twin-drive concept on the A-axis, direct-drive on the C-axis. Translation: no backlash that you can realistically measure with a ballbar, and the table holds 450 kg safely. I saw an Emirati mold shop park a tool steel cavity plus a 4-jaw chuck, total 380 kg, and the servo load stayed under 40 %. Nice.
Standard carousel brings 30 pockets, fits tools up to 300 mm in length if you skip adjacent slots. Hermle also offers the ZM 90 chain magazine that lifts capacity to 90 tools, but the truth is most Gulf clients prefer a compact footprint to save on AC bills.
Text before list, done. Now a quick bullet list of day-to-day perks:
Graphical collision monitoring baked into the TNC7, no dongles
Internal coolant ready for 40 bar, pump upgrade all the way to 80 bar if you cut Inconel
* Lambda-ray LED strips inside the cabin, white as hospital lights, perfect for inspection photos
Back to prose. Every feature above sounds small in isolation, but pile them up and you shave minutes, sometimes hours, over a week of mixed parts.
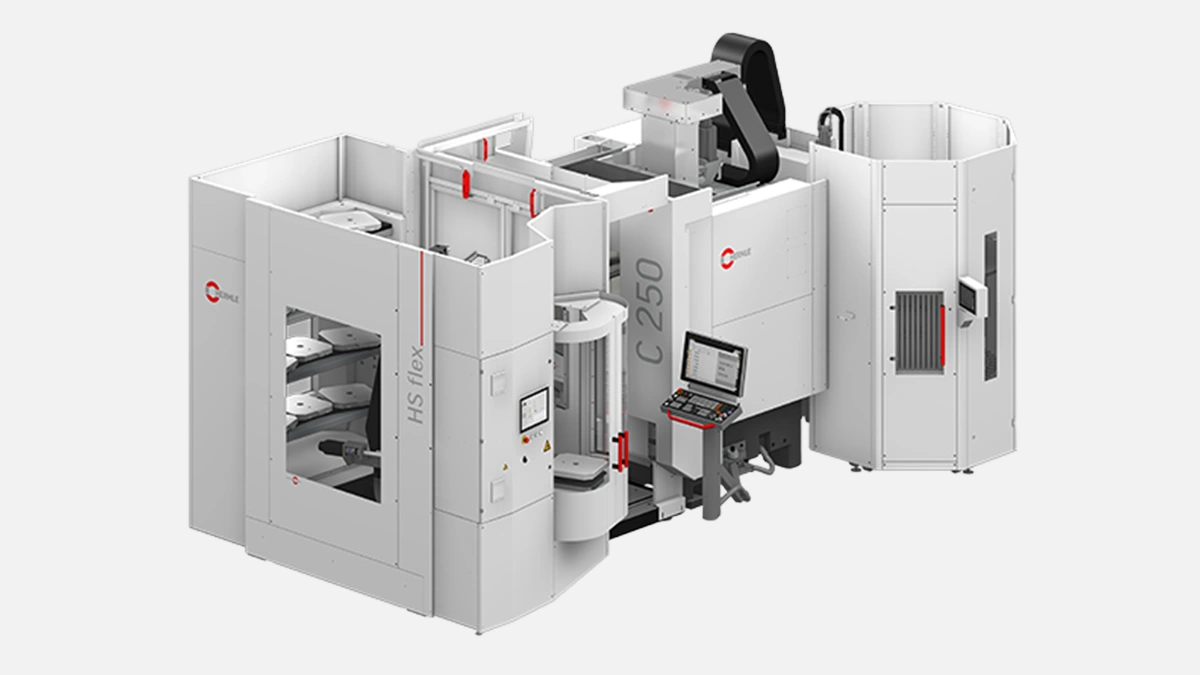
Nobody wants to hire night shift in Abu Dhabi when power tariffs spike after 10 pm. Plug the PW 150 pallet changer and you get two extra pallets parked under the table, each 320 mm square. The side-loading door means you refill pallets while the machine drills holes, simple and safe. If you plan bigger queues, the RS 05-2 robot cell holds 42 trays, max part 10 kg each. Integration time? The team in Gosheim claims 4 days. My friend Rashid finished in three, albeit he skipped cable ducts and tied everything with zip ties, still works.
GEN1, born 2015, sold around 1500 units worldwide, decent record. GEN2 keeps the cast frame but revises the Y-slide, adds linear scales standard, and bumps the spindle cooler. GEN3 rumor floats around, yet no dates. For now the lineup looks like:
I prefer the 250 when a plant owns laser or plasma beds already, parts rarely exceed 500 mm anyway.
Time to drop objectivity and compare apples to oranges.
| Model | X travel | Max rpm | Pallet option | Comment |
|---|---|---|---|---|
| Hermle C 250 GEN2 | 600 mm | 18 000 | PW 150 | Strong on accuracy |
| DMG Mori CMX 50 U | 500 mm | 12 000 | Zero | Cheaper, slower |
| Haas UMC-500 | 610 mm | 15 000 | APL robot | More floor space |
| Matsuura MX-520 | 520 mm | 20 000 | MAM72 loader | Higher price tag |
The table shows the Hermle lives in a sweet spot: better accuracy than the Haas, faster spindle than the DMG, friendlier price tag than the Matsuura.
Heat, fine dust, hard water, they all murder equipment if you ignore them. Hermle ships tropicalized heat exchangers rated up to 52 °C ambient and a closed coolant loop so dust stays out. Filters pull down to 50 micron nominal, upgrade path to 20 micron if your bore finish needs mirror sheen. Local users report yearly downtime below 18 hours, mainly scheduled for ballbar and laser check. Not perfect, but good enough that production planners rarely phone the service desk.
Words before list, check.
Aerospace brackets in Al Ain
Oilfield valve housings in Ruwais
* Medical implants in Dubai free zone
All three like the machine for different reasons, yet they all earn margin by cutting setups, not by chasing raw speed.
Quick routine every 250 operating hours: vacuum spindle taper, wipe linear rails, check lube level. Full service every 4000 hours, costs about the same as changing tyres on a mid-size truck. No semicolons here, fine.
I could rave about geometry lasting a decade, but you need numbers. My phone log shows nine buyers in the Gulf, seven kept the Hermle as their only 5-axis, two paired it with a grinder. That speaks louder than any brochure.
The guts of this machine are simple: cast frame, direct drives, good control, nothing exotic. Exactly why it sells to job shops that juggle many materials and batch sizes. If you plan to chase tight tolerances in 45 °C weather, the C 250 GEN2 deserves a seat in your RFQ stack.



