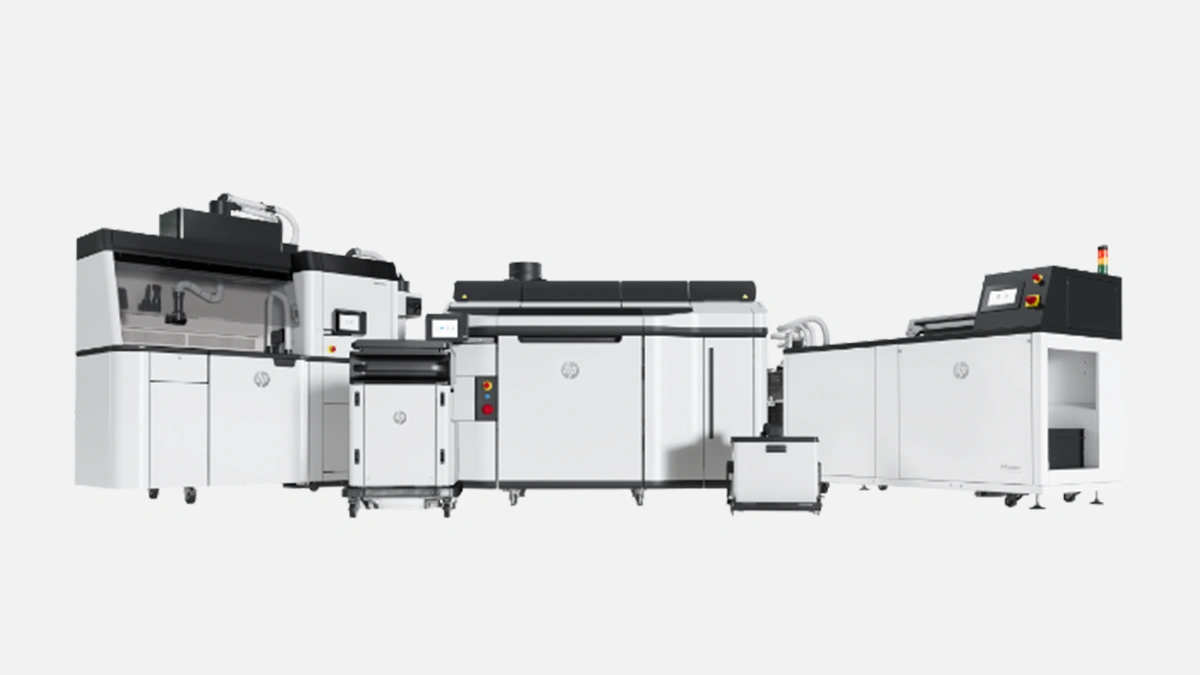
HP Jet Fusion 5200 prints up to 5 L/h, 380 × 284 × 380 mm build, ideal for UAE nylon production.
Short thought. Loud hum. The HP Jet Fusion 5200 sits in the corner like a refrigerator that went to college, but the first thing you notice is silence before the build starts, then fans kick in and the room smells like melted nylon, not unpleasant, just factory-ish.
Let us tear the idea apart. Multi Jet Fusion shoots voxel-sized drops of fusing agent and detailing agent, lamps sweep, powder melts, another layer drops, repeat. Same rhythm as its smaller 4200 cousin, only faster because of higher lamp power, wider carriage, tighter feedback loop.
Before I drown in tech terms, look at this quick table, it helps to anchor the numbers. I will talk around it right after, promise.
| Metric | Value | What it means |
|---|---|---|
| Build box | 380 x 284 x 380 mm | A loaf of material big enough for a shoe sole farm or 150 phone cases in one go |
| Nominal layer | 0.08 mm | Layers so thin you only notice stepping on shiny curves |
| Sweep time | 14 s average | One full carriage pass, measured by HP’s own stopwatch |
| Throughput | 5050 cm³/h | Raw plastic volume, not parts, actual fused material |
| Cooling window | 10–12 h | Unless you buy the optional Fast Cooling station |
The numbers look dry. In real shops people translate them into shifts, bins, and dirhams. An operator in Sharjah told me he schedules two full builds per 24-hour cycle, swapping build units right after Iftar during Ramadan to keep his crew fresh.
HP quotes the bounding box, but nobody ever fills the top 30 mm because heat needs space. So effective Z is closer to 350 mm if you want tight tolerance, remember that when nesting parts.
Both examples came from actual print jobs I have seen, not brochure fantasy.
After depowdering, parts fall out warm, matte gray. A quick glass-bead blast and you are good to thread a M4 tap, no resin cure, no brittle skin.
I keep hearing the word “fast” tossed like confetti, let’s quantify. A typical SLS machine of similar size—think EOS P396—will move around 1.5 L/h net, maybe 2 if you baby-sit recoater settings. Jet Fusion 5200 spits north of 5 L/h on PA12 steady. That delta becomes brutal on production runs longer than 300 parts where machine amortization dominates.
HP started with PA12 only, by 2020 the list grew. Today the series accepts four powders out of the box.
Each powder shares one build unit, you swap sieves and feed tubes, keep cross-contamination under 0.1 % otherwise sensors freak out.
Nothing fancy. A twin vacuum bay sucks loose powder, cyclone filters recover about 80 % of the cake, fresh virgin added at 20 % ratio. You can hack the ratio higher but surface turns sandy, I tried.
Inside the 5200 family sits 5210, 5210 Pro, 5220. The frame stays identical, differences hide in software keys and accessory bundles.
If you already own a plain 5200, firmware jump plus a fee turns it into a 5210 so your investment is not locked, good move by HP.
Let me smash three names on the table: EOS P396, Farsoon 403P, 3D-Systems sPro 230. I have babysat all of them. The 5200 wins on part-to-part isotropy because Multi Jet fusing melts powder more uniformly, no spiral recoater marks. Energy consumption though sits higher, roughly 22 kW average draw versus 16 kW on the P396. You pay the electric bill, you get the speed, pick your poison.
Ambient in Dubai workshops hits 42 °C mid-summer, AC fights hard. The 5200 enclosure likes 23 °C air at inlet, HP spec sheet says 15–30 °C. Two customers I talked to simply duct cold air from a rooftop chiller straight into the machine bay, solves overheating, also keeps nylon odor away from office mezzanine.
Powder supply gets tricky, shipping from Europe takes 5–6 weeks by sea, so owners keep safety stock of 800 kg PA12, that is about 12 full build units.
None of these killed a delivery schedule, yet operators should track them.
Capex hurts, nobody denies. Break-even shows up near 24 months if you print over 45 L a week, less if you bill parts in AED, local market tolerates higher margin compared to Europe. Numbers come from a Sharjah service bureau ledger I peeked at, not from HP marketing.
HP set foot in 3D back in 2016, first 4200 shipments. By 2023 they shipped north of 2000 Multi Jet systems worldwide, series released four main models, incremental not disruptive. The corporate muscle guarantees powder supply does not dry up, something boutique brands sometimes fail at.
In one sentence, the Jet Fusion 5200 trades electric watts for raw polymer throughput, seats well in factories that measure success in kilos per shift not pretty demo parts.
I may rant about the license fees, I may grumble about power draw, but every time I need a bin full of functional nylon brackets by tomorrow morning I will queue the 5200 first.
Parts out, powder recycled, lamps glow, operator heads to coffee. The machine just does the job, especially for UAE shops chasing short lead times and petrochemical grade spare parts. That is why automotive retrofit garages in Al Quoz and aerospace MRO sheds in Abu Dhabi quietly keep buying them.