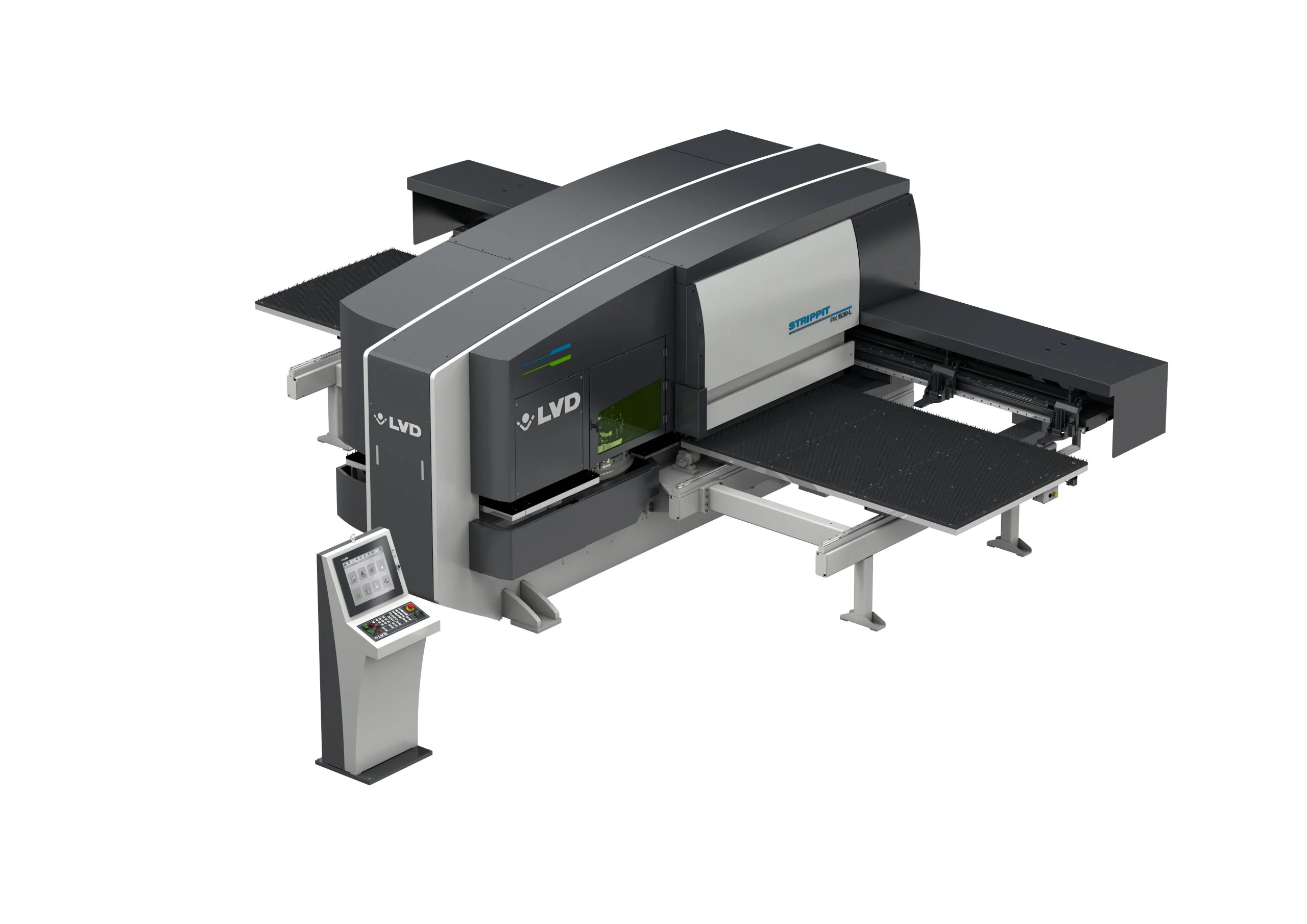
PX-L punches 30 t and laser-cuts 3 kW on 1524×3048 mm sheets in one hit
Short intro first. Punch and laser in one frame, that already sounds tasty, right. You load a blank, the head does the noisy part, then a silent blue beam finishes the geometry. Done.
Two lines of text before a table because the rules say so, and because context matters. I pulled these numbers from the official LVD tech sheet and cross-checked with two shop owners on the MetalMeet forum who own the machine. They match within human tolerance.
| Metric | Figure |
|---|---|
| Punching force | 30 t |
| Max sheet size | 1524 × 3048 mm |
| Fiber laser power | 3 kW |
| Rapid traverse X/Y | 128 m/min |
| Tool changer slots | 20 |
| Repeatability | ±0.05 mm |
See, nothing exotic here, just cold metrics the guys on the floor actually ask for.
First, the punch head. Single-head layout, no turret carousel, the tools live in that 20-slot auto changer. So everything rotates, indexes, swaps in under 2 seconds. One UAE customer told me his operators stopped complaining about manual slug removal, because the PX-L ejects slugs through the brush table via controlled blow. Little thing, big mood.
Laser module sits on the same bridge, fiber source from IPG, stock 3 kW, factory offers 4 kW if you push for thicker stainless. No mirrors, no alignment drama, just plug and run.
The gantry covers 1524 by 3048 mm without reposition. Need bigger? Repositioning works, but the magic is you rarely need it for HVAC panels, enclosure doors, chassis plates, all popular in Dubai and Sharjah. The brush-covered table plus practical clamps leave no scratches on brushed stainless that hotel kitchen fabricators love.
Two bullets done, still talking. Notice the machine footprint, roughly 9.2 by 6.6 m, which sneaks into a mid-size workshop without bulldozing walls.
Axis speed, officially 128 m per minute when both X and Y sprint together. LVD’s Touch-P control has a 19-inch panel, Windows core, offline programming via CADMAN. One engineer in Abu Dhabi said he dumps DXF straight from SolidWorks, CADMAN auto-nests, post-processes, sends to the cell over Ethernet in under 30 seconds for a 2500-part batch. His words, not mine.
You punch louvers, knock out bridge tabs, form extrusions up to 25 mm high, then laser cut the outer profile, all in one setup. No secondary ops, no tool change on the press brake for small flanges. That is the real hook, not the shiny laser.
I grabbed three other combo machines sold in the GCC region, slapped them on a napkin, and here is the distilled verdict. The Amada EML 2515 AJ runs a bigger turret but tops at 22 t punch force, the Prima Power Combi Genius offers 30 t punch yet caps laser at 2 kW, the TRUMPF TruMatic 3000 fiber shares similar 3 kW power but its work area under 1500 mm in Y asks for reposition on larger air-con panels. PX-L splits the difference: strong punch, healthy beam, largest sheet span, so HVAC and electrical cabinet guys nod in approval.
PX 1225, PX 1530, PX-L. Same head architecture, same controller, only table sizes grow. If you cut mostly 1250 mm coils, the 1225 is cheaper on floor space. UAE contractors that switched to 1530 models told me they later regretted not choosing PX-L, because mosque façade panels rarely fit within 2500 mm length. Think ahead.
Before you scroll, two explanations. Automation on PX-L arrives modular.
After that bullet trio, remember you can start manual and bolt options later, the interface sockets are already inside the cabinet.
Fiber source drinks roughly 4 kW electrical when cutting 3 mm mild steel at 2 m per minute. Compressed air at 8 bar is enough for thin stainless, nitrogen booster kicks in for mirror-grade edges. Punch head consumes no extra gas, only standard shop air. Tool sharpening every 250000 hits if you use quality inserts, yes I counted zeros.
LVD started punching presses back in 1952, merged with Strippit in 1998, now builds over 400 sheet machines a year across 4 plants. PX-L itself sits in the third revision, electrical cabinet moved behind the bridge, servo amps got fanless cooling, tool changer got tougher seals. Old rev owners can retrofit, the kit ships in one crate.
One Sharjah job shop cuts decorative screens for hotel lobbies. They used to laser cut everything, then spend hours nibbling ventilation louvers on a separate turret. With PX-L they merged both steps, slashed cycle time per panel from 9 minutes to 4.5 minutes. Abu Dhabi oil-service fabricator likes the punch forms, dimples around M5 screw bosses hold gaskets during offshore vibration tests. Different jobs, same grin.
So, is PX-L perfect, no. The changer holds only 20 tools, deep progressive punching of 10 mm aluminium may stall the ram, and the controller still boots slower than my phone. Yet, if your part mix dances between pierce-happy patterns and clean outer profiles, nothing in the same footprint ticks so many boxes. That is why HVAC giants, data-cabinet makers, elevator panel producers across the Emirates sign the purchase orders.
PX-L mixes brute punching, clean laser edges, big sheet reach, and upgrade-ready automation. Fit it once, keep it busy, let the parts talk.