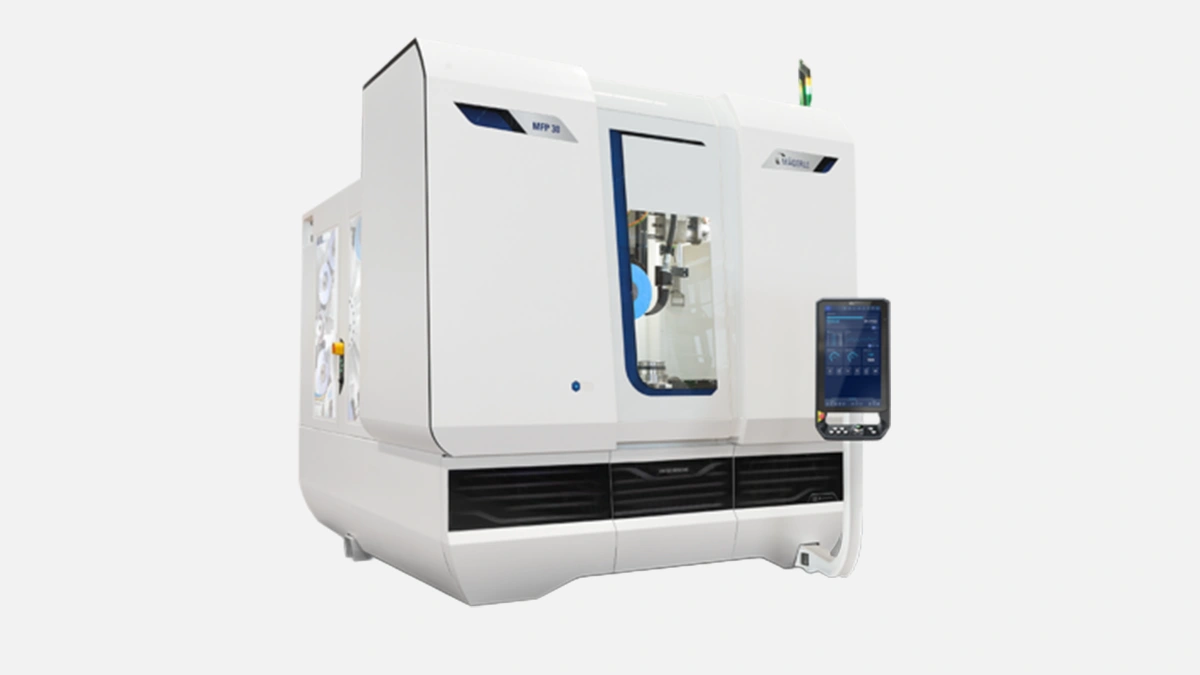
Compact five axis grinding center with 450x600x660 mm travels and 120 tool pockets.
Stop, look, a compact powerhouse. The Mägerle MFP 30, Swiss born, 30 years of grinding DNA behind it, sits in the shop like a calm boulder. Then you press cycle start and, suddenly, the whole cell feels different, the hum gets deeper, the chips fly not sideways but down in neat tiny curls. I thought I had seen rigid machines before, apparently not.
A short breath. Now a long messy sentence because numbers matter and feelings too, I remember the first time the rotary table swung a 120 mm thick Inconel ring under the wheel and there was no chatter, not even a hint, the thermal drift after three hours straight was inside 2 microns, almost spooky, so yes the machine grabs attention.
Grinding centers live a tough life in the Gulf, heat, abrasive dust, operators hopping between lathe and mill all day. The MFP 30 copes. Fanuc 31i-B5 control, sealed cabinets, filtered positive pressure, you close the door and the desert air stays outside. Simple, direct.
A small table before we dive further, because numbers are easier to parse on one screen.
| Axis | Stroke | Rapid feed | Linear guide width |
|---|---|---|---|
| X | 450 mm | 40 m/min | 45 mm |
| Y | 600 mm | 40 m/min | 55 mm |
| Z | 660 mm | 40 m/min | 55 mm |
The table is done, but keep the figures in your back pocket, they come handy when you negotiate cycle time with production.
Dual saddle, fixed column, moving table, plus a fully integrated B axis carrying the grinding spindle. The B swings +/- 135°. The C on the table spins a full 360°. Nothing exotic, still the interpolation between B and C lets you dress the wheel in machine without pulling it off. Less handling means less crashed wheels, you know the drill.
The list above looks short, feels dense, let us breathe. I walked around the casting last week, ribs everywhere, skin thick, hard to reach with a phone flashlight, yet cooled by oil channels that snake inside. You cannot see them, you feel the temperature holding steady on the column.
Water cooled spindle housing, oil cooled table bearings, small chiller under the rear cover, one loop, one heat exchanger. Simplicity wins. In Ras Al Khaimah, ambient hits 42 °C, coolant still sits at 25 °C. No fancy claims, just log files, one entire quarter, drift negligible.
Another bullet set because operators love checklists.
People ask, is it really a pure grinder, or can it mill light pockets, break edges, cut slots for O rings. Short answer yes. Mägerle offers an HSK63 spindle module up to 12 000 rpm, 24 kW, lives in the same magazine. You roll the door open, swap wheel for end mill, call the ISO program, done. Not a machining center substitute, more like one less setup in a hot schedule.
There is a crowd, Blohm Profimat XT, Makino G5, Studer S41. Each has charm, still the MFP 30 squeezes into the smallest footprint, 4.3 m x 3.4 m, while keeping a proper 250 kg payload. The Blohm needs 30 percent more floor. Makino lacks integrated tool changer, you reach in manually. Studer is cylindrical only. Here you grind faces, flanks, bores in one clamp. If uptime is the metric, fewer part moves win.
Fanuc, plain, reliable. Mägerle ships the manuals in English and German, none of the cryptic translation mishaps. Macro B open, so you can drop your own probing cycles. Ethernet, FOCAS, OPC UA, the typical three letter soup that IT keeps asking for. Not glamorous, just works.
I said I would mention internal series evolution. The 30 replaced the old MFP 50 Compact back in 2018. Since then three firmware revisions, two mechanical tweaks, spindle chiller capacity went up, dresser servo got more torque. Machines in the field update via USB stick, twenty minutes downtime, I watched it happen.
You get a 400 mm wheel, up to 63 mm thick, bore 152.4 mm. Standard. Dressing roll sits on a linear slide, servo driven, diamond section cooled by the same loop as the spindle. Filter unit uses bag filters, 50 micron nominal, swap takes under five minutes. Belts, actually none, direct drive all the way. Grease cartridges last 4000 hours, simple counter in the PLC pops a message.
Dubai aero lot number 11B. Ni-based superalloy vane segment. Blank touches table at 08:00, leaves at 11:30, grinding stock 0.7 mm removed, surfaces Ra 0.2 µm. Same part on an older creep feed grinder took all shift, plus shift change drama. The boss looked at the OEE sheet, smiled, not because of graphs, because delivery slipped back into green.
Sharjah mold shop is different vibe, more smoke, they bought the MFP 30 mainly for surface plates on P20 steel mould inserts. They run the milling head too, cut electrode pockets, flip zero in Renishaw probe, job stays in the machine from rough to mirror. Less forklifting across the floor, less dust in your lungs.
United Grinding keeps a service hub in Dubai Airport Freezone, 9 engineers, average response under 24 hours, spares stocked for the MFP line, pumps, boards, linear blocks. I broke a door switch, new one arrived next morning, install took fifteen minutes.
Power fluctuations. Plant voltage here likes to dance. The MFP 30 ships with a built in isolation transformer, 400 V in, clean 400 V out, no brownouts recorded in logs. Water matters too, city water climbs past 35 °C during summer, chiller rejects that without sweating.
I will not wrap the text in polished corporate talk, better throw raw notes.
These bullets sit, we keep moving.
Objective, yes it has them. Travels shorter than Makino G7, cannot accept 1 m long vane root. Tool changer arm is pneumatic, a scratch magnet if maintenance skips weekly cleaning. Also, Fanuc screen size feels 2010, 10.4 inch, operators want bigger.
Market in the UAE shifts from subcontract grind shops to captive finishing cells inside gas turbine OEMs. They need flexibility, traceability, no time for clamp unclamp party. The Mägerle MFP 30 does not claim miracles, it just chips away every shift, 7 days, coolant splash contained. Companies that signed long term repair contracts like the predictability. That is all.
Less floor, less handling, proper five axis interpolation, ready made service in region. Parts leave faster, managers sleep better. Simple cause effect.



