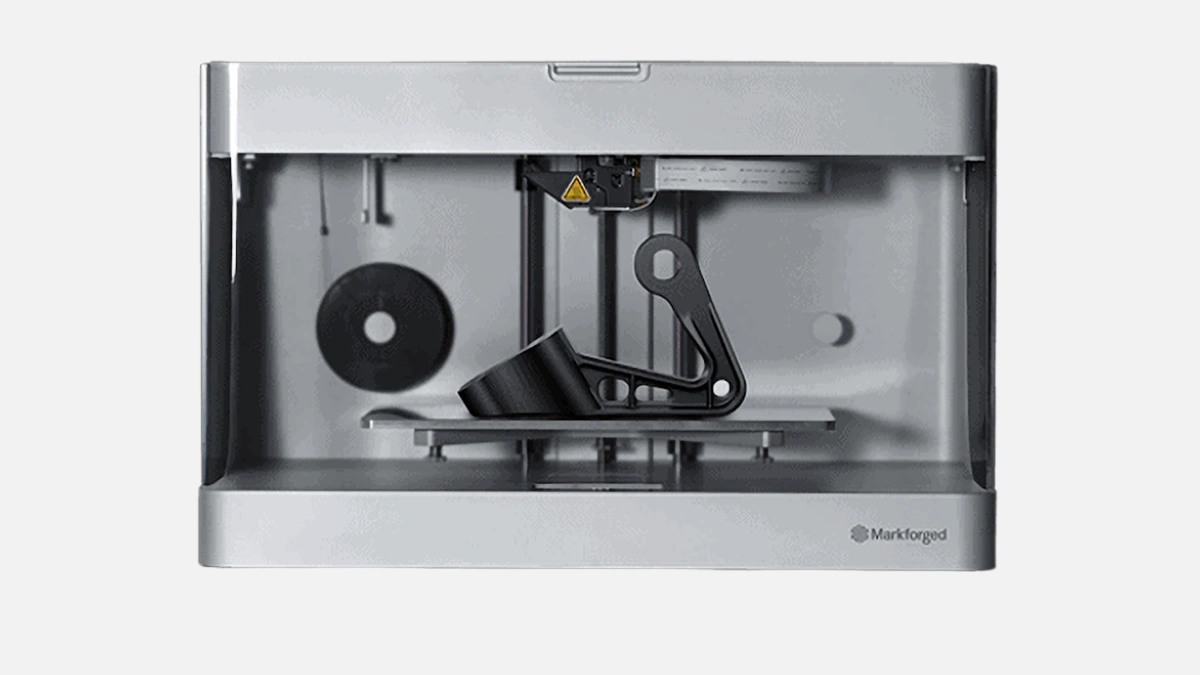
Continuous-fiber desktop 3D printer, 320×132×154 mm build, tough Onyx parts.
Short start. You look at the Mark Two Gen 2, it sits on the bench, matte gray shell, nothing screams for attention. Then, suddenly, you open the lid and the vibe shifts, composite filaments everywhere, a tidy gantry moving with almost clinical confidence. I keep staring, remember the first Gen in 2015 (yeah, that long ago) and realize the Gen 2 skipped the drama, it fixes little annoyances without big talk.
A table first, numbers keep us honest.
| Spec | Figure |
|---|---|
| Build volume | 320 × 132 × 154 mm |
| Max lay-up speed | 150 mm/s (plastic) |
| Layer height | 100-200 µm |
| Fiber fill density | up to 60 % of layer area |
| Electrical | 100-240 V, 2.5 A peak |
Five cells, enough for a glimpse. Notice the fiber density row, Markforged rarely brags, but that 60 percent patch you can poke and it feels closer to an aluminum rib than nylon. I have seen machinists in Sharjah grab the dog-bone coupon, drop it on a vise, and nod quietly. Says more than any brochure.
The magic, everybody repeats that word even if the tech guys roll eyes, sits in the dual print head. One feeds Onyx, a micro-carbon filled nylon, the other lays a continuous strand. Carbon if you want stiffness, Kevlar when you care about ductility, Fiberglass for cost control, HSHT Fiberglass when the part ends up near a sand-blasting cabinet. Three thoughts sprout at once. First, swappable spools live in a heated bay so humidity mess does not chew surface finish. Second, fiber routing is quite manual, you draw reinforcement regions inside Eiger, the cloud slicer, feels like CAM for composites. Third, the resulting shell turns a simple jig into something shop floor workers treat like aluminum yet without the CNC time.
There is a short list of shop parts I keep seeing in UAE job shops:
Three bullets, real items, no hype. Each replaces a machined chunk of 6061 that used to travel to subcontractors in Al Ain or even Riyadh. Lead time drops from twelve days to overnight.
Square frame, milled from 6061 sheets, hides below the polymer shell, I pulled one apart because curiosity trumps warranty. Belts feel tight. Linear shafts are chrome plated 10 mm rods riding on injection molded carriages with dry-film bushings, so zero grease on parts. The Gen 2 swap compared to the first run lies mostly on the control board, a beefier ARM chip, more sensors watching bed leveling. Bed itself, a precision ground composite plate, sticks via three thumb screws, you pop it out, tap it on the bench to clear crumbs, drop it back. No fancy auto-cal, just pragmatic, and somehow repeatable within 50 µm flatness across the X span, checked with a Mitutoyo indicator.
Eiger lives in a browser. Log in, drag STEP, pick Onyx, mark perimeters, then paint fiber. It feels game-like, circles turn blue when the algorithm agrees, red when bend radius too sharp, you tweak and move on. Slicer pushes the job over Wi-Fi or Ethernet in seconds. Cloud raises eyebrows in some Abu Dhabi plants, they firewall everything. Markforged responded with Eiger Offline, a local VM image, same UI, no internet callouts, license check once a month through a proxy, that kept IT managers happy.
Small rant. People expect PLA printers to beg for tinkering, but when a thirty thousand dirham composite machine needs babysit, faith evaporates fast. Mark Two dodges that because it just… works. I left one unattended for 14 hours, came back, bed was cold, part done, no blob.
Heat, dust, power spikes. Three things Dubai workshops fight daily. The Mark Two Gen 2 carries a wide power brick, accepts 100-240 VAC, rides through brownouts with an internal supercap, holds position for about 45 seconds. We tested by yanking the plug, the head froze mid-air, resumed once juice returned. Dust, well, the enclosure is not sealed but fans pull through a mesh filter, cheap and serviceable. Heat, Onyx prints fine up to 35 °C ambient, above that the slicer warns and asks to slow down, fibers do not care.
Another regional quirk, resin printers smell, FDM not so much, yet nylon outgasses. In a closed office that odor is meh, in a shop with cutting fluid haze nobody notices. So most users simply leave it next to the HAAS VF-2.
Markforged runs a ladder of composite units, five at this moment. Onyx One, entry plastic, Onyx Pro gains fiberglass, Mark Two seats in the middle with every fiber, X3, X7 scale volume. Gen 2 applies only to Mark Two right now. Within the series the differences boil down to two metrics: build space and closed loop accuracy. You trade 320 mm width for 330 × 270 × 200 mm on the X7, plus a laser micrometer that scans each layer. For many fixtures, Gen 2 already overshoots the needed envelope, so managers skip the X line and pocket the budget.
Quick compare against other composite FDM rigs that actually ship:
So, Mark Two Gen 2 ends up the safe middle ground, ships in four weeks, support portal answers within a day.
Running cost matters. A 800 cm³ Onyx spool lasts maybe three weeks in a moderate prototyping office, costs around the same as a single endmill busted on stainless. Fiber, that is where the bill spikes, so smart operators route reinforcement only where absolutely needed. The printer calculates gram usage before print, helps justify decision to a finance guy.
Maintenance list below, took from my own calendar then trimmed jargon:
Simple, three lines, no hidden service contract.
After 18 months one of my units clicked on the Y axis, Markforged overnighted a belt, no extra cost. Swapped in 12 minutes, zero special jig, just re-tension with a finger press like tuning a guitar. That sort of design thinking gets silent respect from machinists who normally swear at slotted screws inside castings.
I could stretch the narrative yet the gist sticks. Mark Two Gen 2 offers a focused tool, prints nylon plus real fiber, lives happily between CNC mills and measuring arm, shrinks fixture lead time dramatically, and does not demand a PhD to babysit. That is why you see it more and more in Ajman sheet-metal shops, Dubai R&D labs, even training centers at Khalifa University.
Bottom line list, before I shut up:
That triad explains the purchase orders.